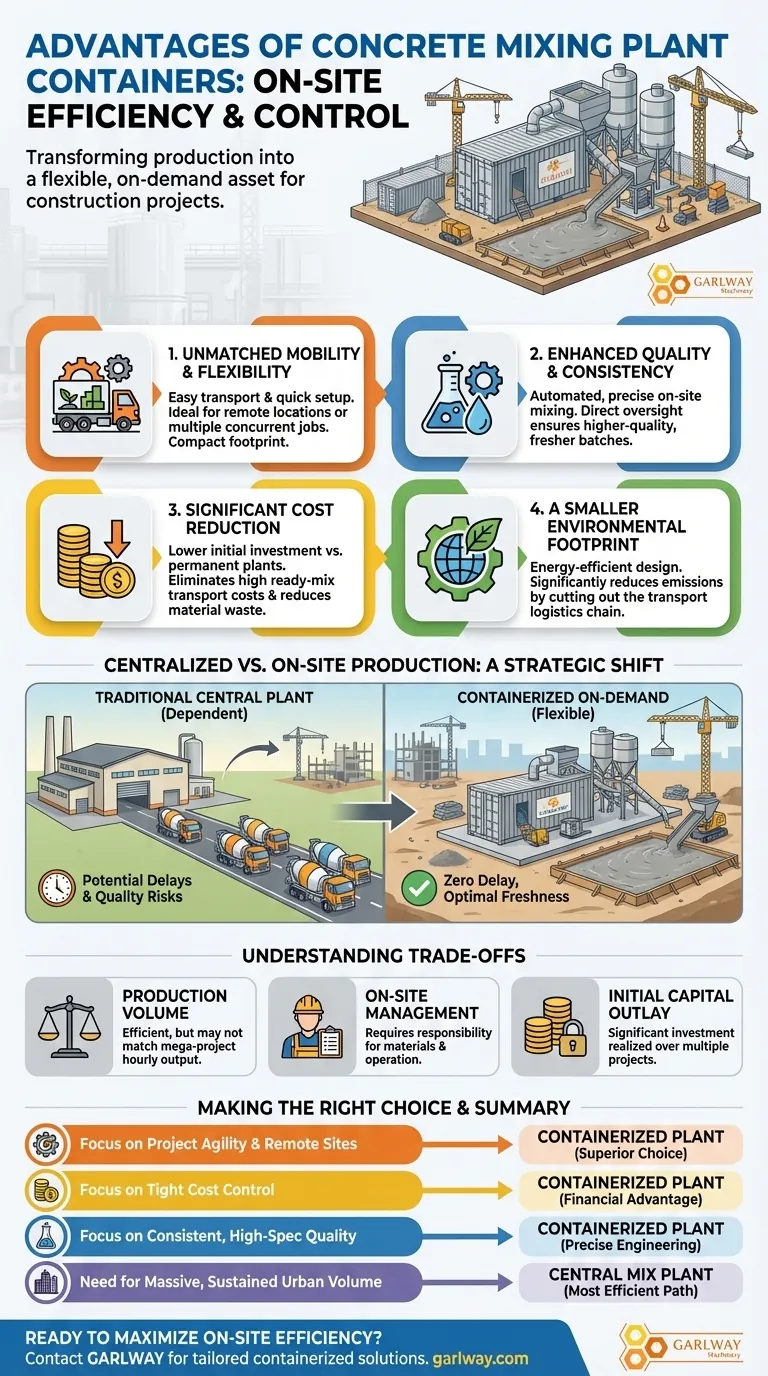
In short, the primary advantages of using concrete mixing plant containers are their exceptional mobility, significant cost-effectiveness, superior quality control, and reduced environmental footprint. These self-contained units bring the factory directly to the construction site, fundamentally changing project logistics and efficiency.
A containerized concrete plant transforms concrete production from a fixed, centralized dependency into a flexible, on-demand asset. This gives project managers direct control over cost, quality, and timelines right at the job site.

Unpacking the Strategic Advantages
Containerized plants offer more than just convenience; they represent a strategic shift in how construction projects manage a critical resource. Each advantage addresses a common pain point associated with traditional concrete sourcing.
Unmatched Mobility and Flexibility
The most defining feature is mobility. These plants are designed for easy disassembly, transport, and reassembly.
This allows them to be moved between project sites with relative ease, making them ideal for projects in remote locations or for companies managing multiple concurrent jobs.
Their compact structure and flexible layout options also simplify on-site placement, even in constrained spaces.
Enhanced Quality and Consistency
By bringing production on-site, you gain direct oversight of the entire mixing process.
These plants often feature high levels of automation, ensuring each batch is mixed to exact specifications with consistent accuracy.
This self-contained environment also minimizes the risk of contamination during transport, resulting in a higher-quality final product.
Significant Cost Reduction
The financial benefits are multi-faceted. The initial investment is typically lower than that for a large, permanent central mixing plant.
More importantly, on-site production eliminates the high costs and logistical headaches of transporting ready-mix concrete, especially over long distances.
It also drastically reduces material waste, as you produce only what you need, when you need it. Unused raw materials can be saved for the next pour.
A Smaller Environmental Footprint
Containerized plants are generally more energy-efficient and consume less fuel than the logistics chain of a central plant.
By eliminating the fleet of trucks required to transport wet concrete, you significantly reduce emissions.
Centralizing material delivery and minimizing waste at the source contributes to a lower overall environmental impact for the project.
Centralized vs. On-Site Production
The benefits of a containerized plant become clearer when contrasted with the traditional model of sourcing from a large, off-site central mix plant.
The Traditional Central Plant Model
Central plants produce concrete at a massive scale and deliver it via mixer trucks. This model works well for high-volume urban areas but introduces logistical risks.
Projects are dependent on truck availability, traffic conditions, and the plant's production schedule, which can lead to costly delays and compromised concrete quality if the transit time is too long.
The Containerized On-Demand Advantage
An on-site plant delivers fresh concrete with zero delay. This facilitates seamless operations for pumping, pouring, and finishing machinery.
This on-demand capability ensures that the concrete is at its optimal state when poured, maximizing strength and workability.
Understanding the Trade-offs
While highly advantageous, containerized plants are not a universal solution. An objective assessment requires acknowledging their limitations.
Production Volume
A containerized plant, while efficient, may not match the sheer hourly output of a massive, permanent central mix facility. For mega-projects requiring immense, continuous volume, a dedicated central plant may be more suitable.
On-Site Management
Having the plant on-site provides control, but it also brings responsibility. You are now in charge of sourcing and storing raw materials (cement, aggregate, water), as well as managing the plant's operation and maintenance.
Initial Capital Outlay
Compared to simply ordering ready-mix concrete on a per-project basis, purchasing a containerized plant represents a significant capital investment. The return is realized over time through savings on multiple projects.
Making the Right Choice for Your Project
The decision to use a containerized plant should be aligned with your specific project goals and operational model.
- If your primary focus is project agility and remote sites: A containerized plant is the superior choice for its unparalleled mobility and self-sufficiency.
- If your primary focus is tight cost control: The on-site model significantly cuts transportation costs and eliminates material waste, offering a clear financial advantage.
- If your primary focus is consistent, high-spec quality: Direct control over the automated mixing process ensures every batch meets precise engineering requirements without fail.
- If your need is for massive, sustained volume in a dense urban area: A long-term supply agreement with a high-capacity central mix plant may still be the most efficient path.
Ultimately, a containerized plant empowers you to treat concrete production as an integral part of your project's logistics, not a fixed external dependency.
Summary Table:
| Advantage | Key Benefit |
|---|---|
| Mobility & Flexibility | Easy transport and setup for remote or multiple project sites. |
| Cost Reduction | Lower initial investment & eliminates high transport costs of ready-mix. |
| Quality & Consistency | Automated, on-site production ensures precise, high-quality batches. |
| Environmental Footprint | Reduces emissions by cutting out transport logistics and material waste. |
Ready to bring the concrete plant directly to your job site?
GARLWAY specializes in providing robust and efficient construction machinery, including containerized concrete batching plants, for construction companies and contractors globally. By partnering with us, you gain direct control over your project's concrete supply, ensuring quality, reducing costs, and enhancing flexibility.
Contact GARLWAY today to discuss how our containerized solutions can be tailored to your specific project needs and start maximizing your on-site efficiency!
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What is the difference between pan and planetary mixers? Choose the Right Mixer for Your Concrete Project
- When was the first concrete mixer developed and by whom? Discover the 1900 Breakthrough
- How are concrete mixers classified based on installation methods? Stationary vs. Mobile Mixers Explained
- What are the two broad types of concrete mixers? Choose the Right Mixer for Your Project
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site



















