At its core, a commercial concrete batching plant has significantly higher requirements for durability, reliability, safety, and environmental protection than an engineering plant. This is because a commercial plant is designed for continuous, high-volume production for numerous clients, whereas an engineering plant is typically built to serve a single, finite project.
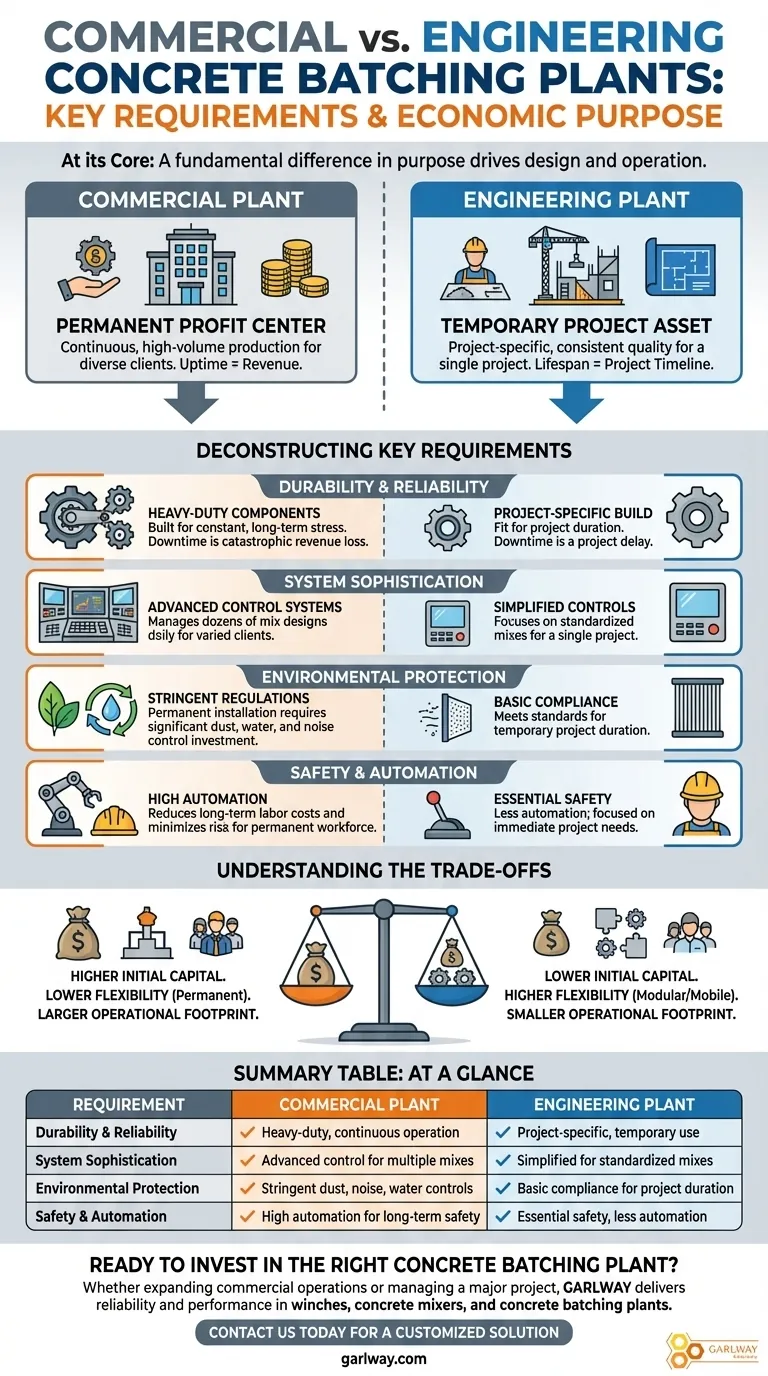
The fundamental difference is one of purpose. A commercial plant operates as a permanent, high-uptime profit center, while an engineering plant functions as a temporary, project-specific cost center. This distinction drives every major design and operational requirement.

The Core Distinction: Business Model Defines the Machine
Understanding the business model behind each plant type is essential. Their technical requirements are not arbitrary; they are a direct reflection of their economic purpose.
Commercial Plants: Continuous Profit Centers
A commercial plant's primary goal is to sell concrete to a diverse customer base at a profit. This means it must operate continuously, often for many years from a fixed location.
Uptime is directly linked to revenue. Any stoppage means failing multiple customers and losing business to competitors.
Engineering Plants: Temporary Project Assets
An engineering plant is set up to support a specific, large-scale construction project, such as a dam, bridge, or highway. Its lifespan is tied directly to the project's timeline.
Its main goal is to produce a consistent quality of concrete to meet the project's engineering specifications, after which it may be disassembled.
Deconstructing the Key Requirements
The higher standards for commercial plants are a direct result of their need for continuous, profitable operation in a competitive market.
Requirement 1: Durability and Reliability
Commercial plants are built with heavier-duty components to withstand the stress of constant, long-term operation. The twin-shaft mixers, conveying systems, and metering equipment must be exceptionally robust.
For a commercial plant, downtime is a catastrophic loss of revenue. For an engineering plant, it is a project delay—costly, but with a more limited scope of impact.
Requirement 2: System Sophistication
Commercial plants require advanced control systems capable of storing, managing, and accurately producing dozens of different mix designs for various clients on any given day.
Engineering plants typically produce a smaller number of standardized mixes specific to their single project, demanding less complexity from the control and metering systems.
Requirement 3: Environmental Protection
Because they are permanent installations, often near urban or suburban areas, commercial plants face stringent and ongoing environmental regulations.
This necessitates significant investment in dust collection, water recycling, and noise reduction systems to maintain their license to operate within a community.
Requirement 4: Safety and Automation
High levels of automation in a commercial plant reduce long-term labor costs and minimize the risk of accidents for a permanent workforce. Advanced safety features are non-negotiable for long-term operational liability.
Understanding the Trade-offs
Choosing between these plant types involves balancing cost, flexibility, and operational scope. There is no single "better" option, only the right tool for the job.
The Initial Capital Investment
Commercial plants demand a significantly higher upfront investment. The cost is driven by their robust construction, sophisticated automation, and comprehensive environmental control equipment.
The Flexibility Factor
Engineering plants are often designed to be more modular and mobile. Their ability to be erected and dismantled relatively quickly is a key advantage for their temporary, project-based role. Commercial plants are permanent structures.
The Operational Footprint
A commercial operation requires a larger support structure, including sales teams, complex logistics for serving multiple clients, and rigorous, multi-faceted quality control. An engineering plant's operations are more insular and focused on the single project's needs.
Making the Right Choice for Your Goal
Your strategic objective should dictate your choice of plant.
- If your primary focus is supplying multiple customers within a region: A commercial plant is the only viable option to meet the demands for versatility, high volume, and long-term reliability.
- If your primary focus is supporting a single, large-scale construction project: An engineering plant provides a cost-effective, fit-for-purpose solution without the expense of features you don't need.
Ultimately, aligning the plant's capabilities with its core economic purpose is the key to a successful investment.
Summary Table:
| Requirement | Commercial Plant | Engineering Plant |
|---|---|---|
| Durability & Reliability | Heavy-duty, continuous operation | Project-specific, temporary use |
| System Sophistication | Advanced control for multiple mixes | Simplified for standardized mixes |
| Environmental Protection | Stringent dust, noise, water controls | Basic compliance for project duration |
| Safety & Automation | High automation for long-term safety | Essential safety, less automation |
Ready to Invest in the Right Concrete Batching Plant?
Whether you're a construction company expanding your commercial operations or a contractor managing a major project, GARLWAY delivers the reliability and performance you need. Our expertise in winches, concrete mixers, and concrete batching plants ensures you get a solution tailored to your specific goals—maximizing uptime, efficiency, and profitability.
Contact us today to discuss your requirements and get a customized solution: Get in Touch
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project



















