At its core, a concrete batch plant is an assembly of machines that precisely combine raw materials to produce ready-mix concrete. The key physical components include aggregate bins for sand and stone, cement silos for cementitious powders, conveyors for transport, weigh hoppers for measurement, a central mixer for blending, and a control system to automate the entire process.
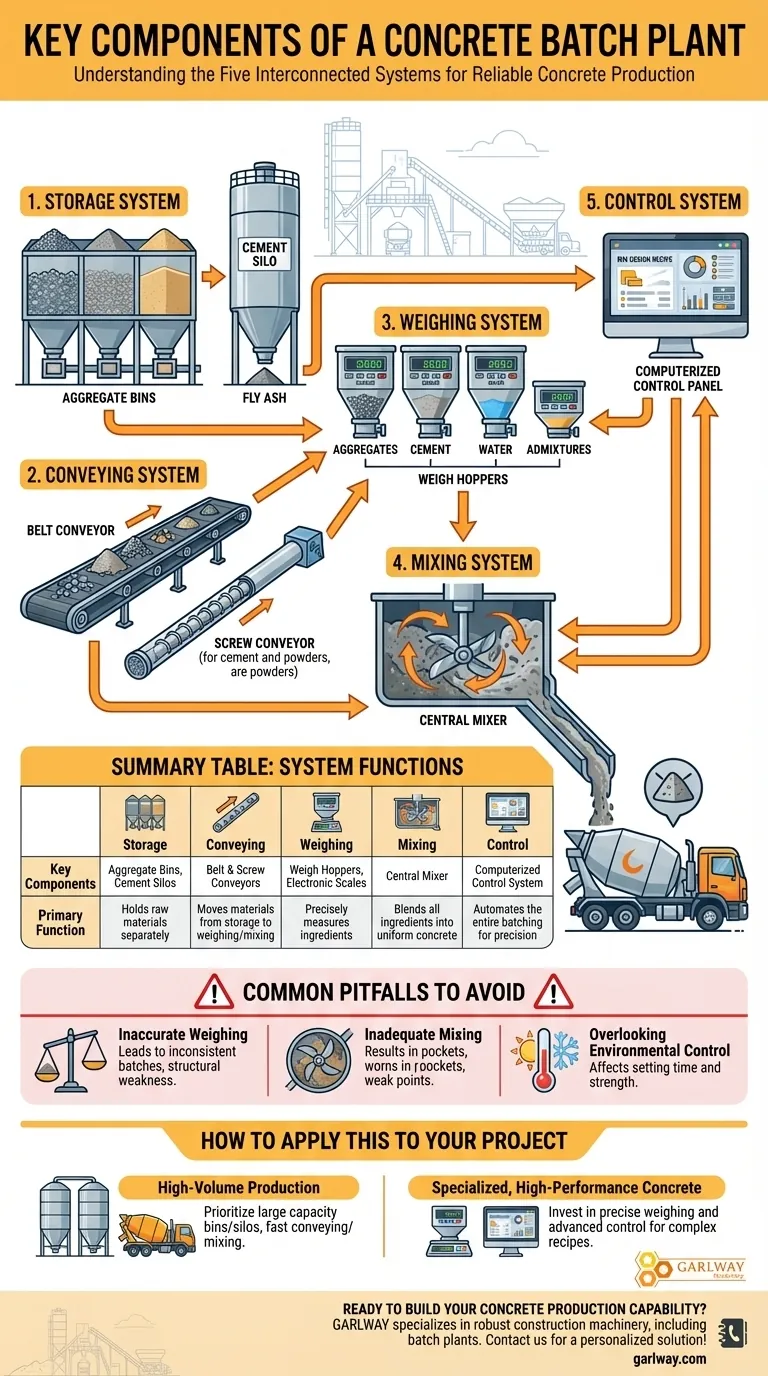
A concrete batch plant should not be seen as a mere collection of parts, but as a series of five interconnected systems—storage, conveying, weighing, mixing, and control—all working in unison to achieve one goal: producing concrete to exact specifications, reliably and repeatedly.

The Core Systems of a Concrete Batch Plant
To truly understand how a batch plant operates, it's best to analyze it as a sequence of functional systems. Each component plays a specific role in the journey from raw material to finished concrete.
1. The Material Storage System
This is the starting point of the entire process, where raw materials are held before being batched.
Materials are kept separate to prevent contamination and allow for precise measurement. Aggregates like sand and gravel are stored in large aggregate bins, while cement and other powders (like fly ash) are kept protected from moisture in vertical cement silos. Water and chemical admixtures are held in their own dedicated tanks.
2. The Material Conveying System
This system is responsible for moving materials from storage to the weighing and mixing stages.
Typically, a belt conveyor is used to transport aggregates from the storage bins up to the weigh hoppers. For powdered materials like cement, an enclosed screw conveyor is used to move the material from the silo, ensuring it remains contained and dry.
3. The Material Weighing System
This is arguably the most critical system for ensuring concrete quality. Precision here is non-negotiable.
Dedicated weigh hoppers (also called weigh batchers) are used for each category of material: one for aggregates, one for cement, one for water, and often a separate, smaller one for chemical admixtures. These hoppers sit on electronic scales that measure each ingredient to the exact weight specified by the concrete mix design.
4. The Mixing System
The mixer is the heart of the batch plant where the individual ingredients are combined into homogeneous concrete.
Once the weighing is complete, the hoppers discharge their contents into the central mixer. The mixer then intensely blends the materials for a specific amount of time until a consistent, uniform batch of concrete is ready.
5. The Control System
This is the brain of the operation, coordinating the actions of all other systems.
Modern batch plants are operated by a computerized control system. The plant operator selects a specific mix design recipe, and the system automates the entire sequence of conveying, weighing, mixing, and discharging the final product into a concrete transport truck.
Common Pitfalls to Avoid
The performance of a batch plant is entirely dependent on the precision and reliability of its components. Understanding the potential points of failure is key to ensuring quality.
The Risk of Inaccurate Weighing
The final strength and durability of concrete are directly linked to the water-to-cement ratio and the correct proportion of aggregates. An improperly calibrated or maintained weighing system can lead to inconsistent batches, resulting in structural weaknesses or failed quality control tests on site.
The Impact of Inadequate Mixing
If the mixing time is too short or the mixer's blades are worn, the concrete will not be homogeneous. This can result in pockets of unmixed aggregate or cement paste, creating weak points and compromising the integrity of the finished product.
Overlooking Environmental Control
In very hot or cold climates, the temperature of the mix is critical. Without optional components like heaters or chillers to regulate the water temperature, the concrete may set too quickly or too slowly, preventing it from reaching its designed strength.
How to Apply This to Your Project
The specific configuration of these components determines the plant's suitability for different applications.
- If your primary focus is high-volume production for standard projects: Prioritize large-capacity aggregate bins and cement silos, coupled with a fast and powerful conveying and mixing system to maximize throughput.
- If your primary focus is specialized, high-performance concrete: Invest in a highly precise weighing system and an advanced control system capable of managing complex recipes with multiple admixtures.
Ultimately, understanding how these core components function as a unified system is the key to producing consistent, high-quality concrete for any project.
Summary Table:
| System | Key Components | Primary Function |
|---|---|---|
| Storage | Aggregate Bins, Cement Silos | Holds raw materials separately to prevent contamination. |
| Conveying | Belt Conveyors, Screw Conveyors | Moves materials from storage to the weighing/mixing area. |
| Weighing | Weigh Hoppers, Electronic Scales | Precisely measures each ingredient according to the mix design. |
| Mixing | Central Mixer | Blends all ingredients into a uniform, homogeneous concrete. |
| Control | Computerized Control System | Automates the entire batching process for precision and repeatability. |
Ready to Build Your Concrete Production Capability?
Understanding the components is the first step; integrating them into a reliable, high-performance system is the next. GARLWAY specializes in providing robust construction machinery, including concrete batching plants, concrete mixers, and winches for construction companies and contractors worldwide.
We help you:
- Select the right plant configuration for your project's volume and concrete specifications.
- Ensure precision and durability with our high-quality components and engineering.
- Maximize your productivity and profitability on every job.
Let's discuss your specific needs. Contact our experts today to get a personalized solution!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- Why is the control of lighting important in the electrical system of a concrete mixing plant?



















