At its core, a ready-mix concrete (RMC) plant is an integrated system of components designed for the precise manufacturing of concrete. The primary components can be grouped into functional systems: material storage (bins and silos), conveying (belt and screw conveyors), weighing (hoppers and sensors), mixing (the central mixer), and a master control system to automate the entire process.
The key takeaway is that an RMC plant isn't just a collection of machinery, but a highly automated factory. Its purpose is to transform raw, variable materials into a uniform, high-quality construction product by precisely controlling the measurement and combination of every ingredient.

The Functional Anatomy of an RMC Plant
To understand an RMC plant, it's best to think of it as a series of interconnected systems, each with a specific job in the production line. From raw material intake to the final mixed concrete, each step is carefully controlled.
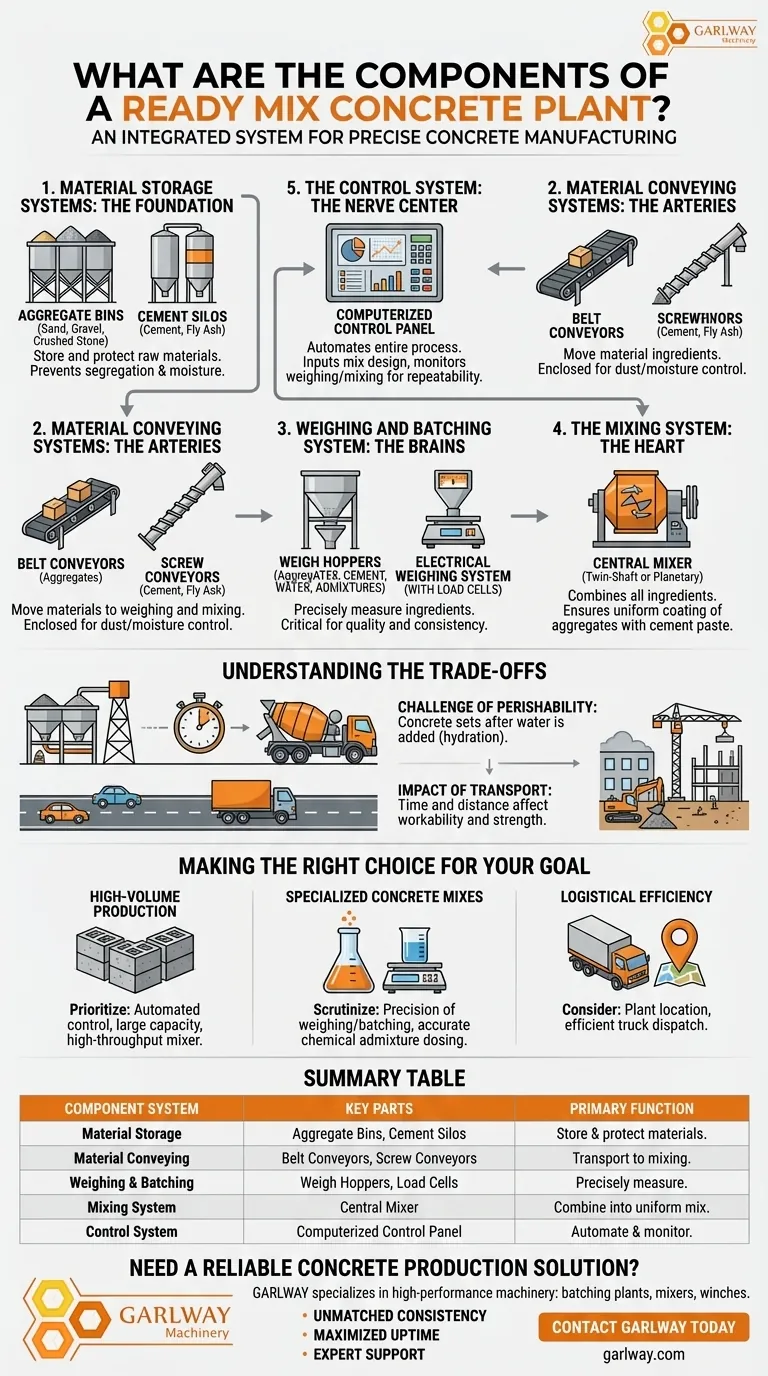
1. Material Storage Systems: The Foundation
This is where the raw ingredients are held before being processed. Segregation and protection from the elements are the primary goals.
- Aggregate Bins: These large, open-topped containers hold the aggregates—sand, gravel, and crushed stone—separated by size and type.
- Cement Silos: These are tall, sealed, weather-proof silos that store cementitious materials like cement and supplementary materials like fly ash. They protect these fine powders from moisture, which would cause them to harden prematurely.
2. Material Conveying Systems: The Arteries
These components are responsible for moving materials from storage to the weighing and mixing areas of the plant.
- Belt Conveyors: Long, wide belts are typically used to transport aggregates from the storage bins up to the weigh hoppers.
- Screw Conveyors: An enclosed auger-style conveyor is used to move cement and fly ash from the silos. This enclosed design prevents dust from escaping and moisture from entering.
3. Weighing and Batching System: The Brains
This is the most critical system for ensuring concrete quality. Precision here is non-negotiable, as even small errors can compromise the final strength and workability of the mix.
- Weigh Hoppers: Separate hoppers are used to weigh the aggregates, cement, water, and any chemical admixtures. These hoppers are mounted on highly accurate sensors called load cells.
- Electrical Weighing System: This system receives signals from the load cells to measure out the exact weight of each ingredient specified by the concrete mix design.
4. The Mixing System: The Heart
This is where all the weighed ingredients are combined to create homogeneous concrete.
- Central Mixer: Typically a twin-shaft or planetary mixer, this powerful machine blends the cement, water, aggregates, and admixtures together. The goal is to ensure every particle of aggregate is coated with cement paste.
5. The Control System: The Nerve Center
The entire operation is managed from a central control room, which houses the plant's automation software.
- Computerized Control Panel: This allows a single operator to input the specific mix design, monitor the weighing and mixing process, and manage the entire plant's operation. It ensures repeatability and accuracy for every single batch.
Understanding the Trade-offs
The primary advantage of an RMC plant is its ability to produce consistent, high-quality concrete at scale. However, this centralized approach introduces a critical trade-off.
The Challenge of Perishability
Concrete is a perishable product. Once water is added to the cement, a chemical reaction called hydration begins, and the concrete starts to set.
This creates a time-sensitive logistical challenge. The RMC plant's location is fixed, so the mixed concrete must be transported to the construction site in a transit mixer truck.
The Impact of Transport
Travel time, traffic, and distance can all impact the quality of the concrete upon arrival. Delays can lead to a loss of workability, requiring the addition of water on-site, which can compromise the design strength. This trade-off between centralized quality control and on-site logistical challenges is the central balancing act in using ready-mix concrete.
Making the Right Choice for Your Goal
Understanding these components helps you evaluate a plant's capability based on your project's specific needs.
- If your primary focus is high-volume, consistent production: Prioritize a plant with a fully automated control system, large-capacity silos, and a high-throughput central mixer.
- If your primary focus is specialized concrete mixes: Scrutinize the precision of the weighing and batching system, especially its ability to accurately dose small quantities of chemical admixtures.
- If your primary focus is logistical efficiency: The plant's physical location and its ability to dispatch trucks efficiently are just as important as its mechanical components.
Ultimately, a ready-mix concrete plant is a sophisticated system where every component works in unison to guarantee a precise and predictable final product.
Summary Table:
| Component System | Key Parts | Primary Function |
|---|---|---|
| Material Storage | Aggregate Bins, Cement Silos | Store and protect raw materials from segregation and moisture. |
| Material Conveying | Belt Conveyors, Screw Conveyors | Transport materials from storage to the weighing and mixing areas. |
| Weighing & Batching | Weigh Hoppers, Load Cells | Precisely measure each ingredient according to the mix design. |
| Mixing System | Central Mixer (Twin-Shaft/Planetary) | Combine all ingredients into a uniform, high-quality concrete mix. |
| Control System | Computerized Control Panel | Automate and monitor the entire batching process for consistency. |
Need a Reliable Concrete Production Solution?
Understanding the components is the first step. Choosing the right partner for your equipment is the next. GARLWAY specializes in providing high-performance construction machinery, including robust and efficient concrete batching plants, mixers, and winches for construction companies and contractors globally.
We help you achieve:
- Unmatched Consistency: Precise batching systems ensure every mix meets your exact specifications.
- Maximized Uptime: Durable equipment built for high-volume, demanding project schedules.
- Expert Support: From selection to operation, our team ensures your investment delivers maximum value.
Ready to build with confidence? Contact GARLWAY today to discuss how our concrete solutions can power your next project.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Ready Mixer Machine for Construction Ready Mix Machinery
- Portable Ready Mix Concrete Mixer Equipment
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- What are the main causes of shaft end leakage in mixing stations? Prevent Costly Downtime & Repairs
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- Why is RMC plant important? The Key to Speed, Quality, and Efficiency in Modern Construction
- How does a ready-mix concrete plant work? A Guide to Efficient, High-Quality Production
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality



















