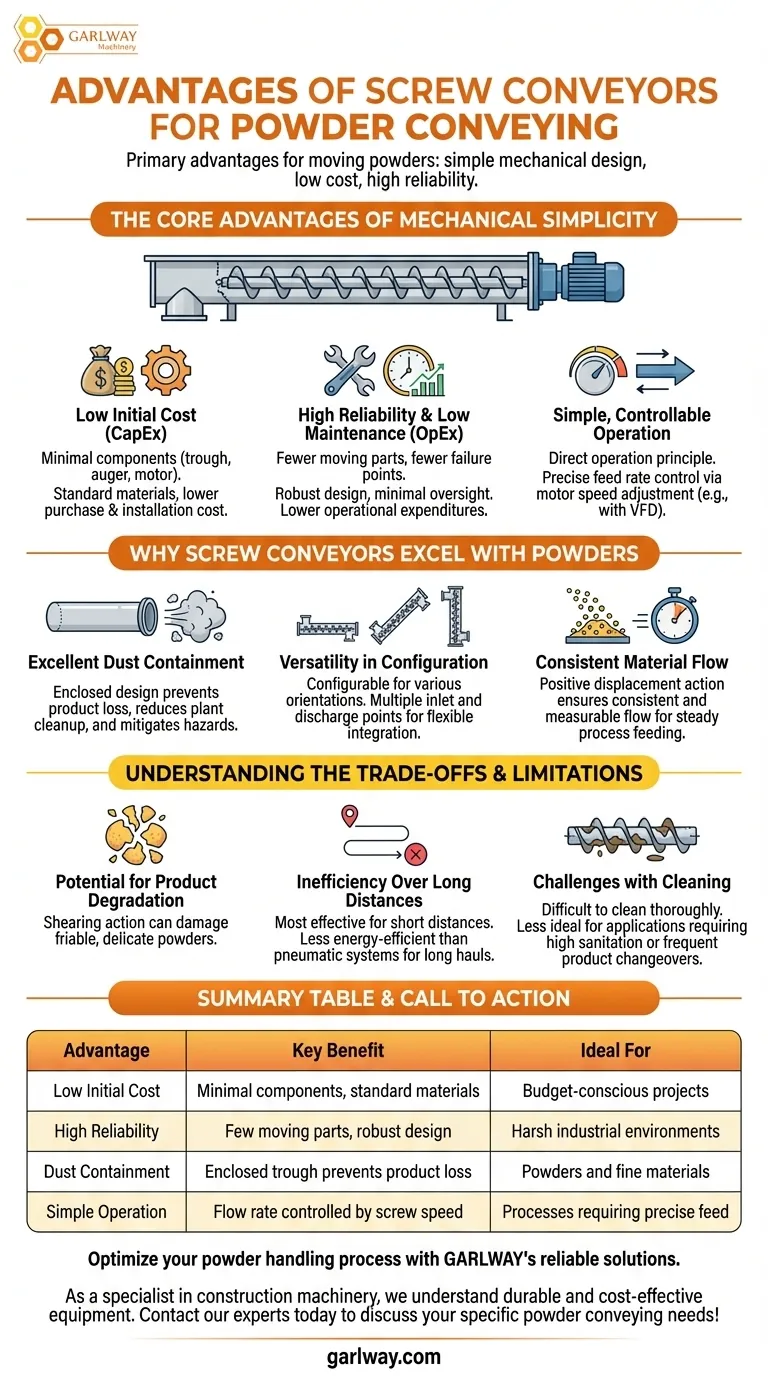
To put it simply, the primary advantages of screw conveyors for moving powders are their simple mechanical design, low cost, and high reliability. This simplicity makes them an effective and economical choice for a wide range of industrial applications.
The core strength of a screw conveyor lies in its straightforward mechanical nature. This translates directly into lower capital and maintenance costs, reliable performance, and excellent dust containment, making it a default choice for short-distance, controlled powder transfer.

The Core Advantages of Mechanical Simplicity
The screw conveyor's design has remained largely unchanged for decades because it is fundamentally effective. Its benefits stem directly from its lack of complexity.
Low Initial Cost (CapEx)
A screw conveyor consists of three main parts: a trough (or tube), a helical screw blade (auger), and a drive motor.
This minimal component count and the use of standard materials and manufacturing processes result in a significantly lower purchase and installation cost compared to more complex systems like pneumatic or aeromechanical conveyors.
High Reliability and Low Maintenance (OpEx)
Fewer moving parts inherently mean fewer points of failure. The design is robust and forgiving, capable of operating consistently in harsh industrial environments with minimal oversight.
Routine maintenance is typically limited to lubricating bearings and checking the drive system, leading to lower operational expenditures and greater uptime.
Simple, Controllable Operation
The principle of operation is direct and intuitive. The volume of powder moved is directly proportional to the rotational speed of the screw.
This allows for precise and easily adjustable control over the feed rate by simply managing the speed of the drive motor, often with a variable frequency drive (VFD).
Why Screw Conveyors Excel with Powders
While versatile, screw conveyors offer specific advantages when handling fine or dusty materials, which are common challenges in powder processing.
Excellent Dust Containment
The enclosed nature of the trough or tube is a critical advantage when conveying powders. It effectively contains dust, preventing product loss, reducing plant cleanup requirements, and mitigating potential health or explosion hazards.
Versatility in Configuration
Screw conveyors can be easily configured to operate horizontally, on an incline, or even vertically (with specific design modifications).
They can also be designed with multiple inlet and discharge points, providing flexibility in how they are integrated into a larger process flow.
Consistent Material Flow
The positive displacement action of the screw ensures a relatively consistent and measurable flow of material. This is crucial for processes that require a steady feed into mixers, reactors, or packaging equipment.
Understanding the Trade-offs and Limitations
No single technology is perfect for every situation. Objectivity requires acknowledging where screw conveyors may not be the ideal choice.
Potential for Product Degradation
The shearing and compressive action of the screw can damage friable, delicate, or shear-sensitive powders. This can alter particle size distribution or damage the end product, making it unsuitable for certain materials.
Inefficiency Over Long Distances
Screw conveyors are most effective for short-distance transfers. For conveying materials over long distances, systems like pneumatic conveyors are typically more energy-efficient and cost-effective.
Challenges with Cleaning and Cross-Contamination
The trough and screw can be difficult to clean thoroughly, leaving residual material behind. This makes them less than ideal for applications requiring high levels of sanitation or frequent product changeovers, such as in the food and pharmaceutical industries.
Making the Right Choice for Your Application
Selecting the correct conveyor depends entirely on your operational priorities.
- If your primary focus is low cost and reliability for a dedicated line: A screw conveyor is almost certainly the most economical and robust choice for short-distance transfer.
- If your primary focus is protecting a delicate product from degradation: You should evaluate gentler methods like pneumatic or aeromechanical conveying.
- If your primary focus is absolute sanitation and avoiding cross-contamination: A system designed for easy and total clean-out, which may exclude standard screw conveyors, is necessary.
Ultimately, the screw conveyor is a trusted workhorse of the industry for its proven simplicity and effectiveness in controlled environments.
Summary Table:
| Advantage | Key Benefit | Ideal For |
|---|---|---|
| Low Initial Cost | Minimal components, standard materials | Budget-conscious projects |
| High Reliability | Few moving parts, robust design | Harsh industrial environments |
| Dust Containment | Enclosed trough prevents product loss | Powders and fine materials |
| Simple Operation | Flow rate controlled by screw speed | Processes requiring precise feed |
Optimize your powder handling process with GARLWAY's reliable solutions. As a specialist in construction machinery, we understand the need for durable and cost-effective equipment. Our expertise can help you select the right conveyor system to improve efficiency and reduce operational costs. Contact our experts today to discuss your specific powder conveying needs!
Visual Guide
Related Products
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
- Auto Concrete Cement Mixer Machine New
- HZS35 Small Cement Concrete Mixing Batch Plant
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Portable Electric Small Cement Mixer Concrete Machine
People Also Ask
- What distinguishes cement mixers from other drum mixer types? The Key Design for Concrete Strength
- What are the main components of a cement mixer? A Guide to Core Parts & Functions
- How does cleaning a cement mixer after use benefit its performance? Maximize Lifespan and Mix Quality
- What are some tips for using a cement mixer effectively? Maximize Your Mixer's Performance & Concrete Quality
- How do cement mixers enhance safety on construction sites? Reduce Strain, Hazards, and Accidents



















