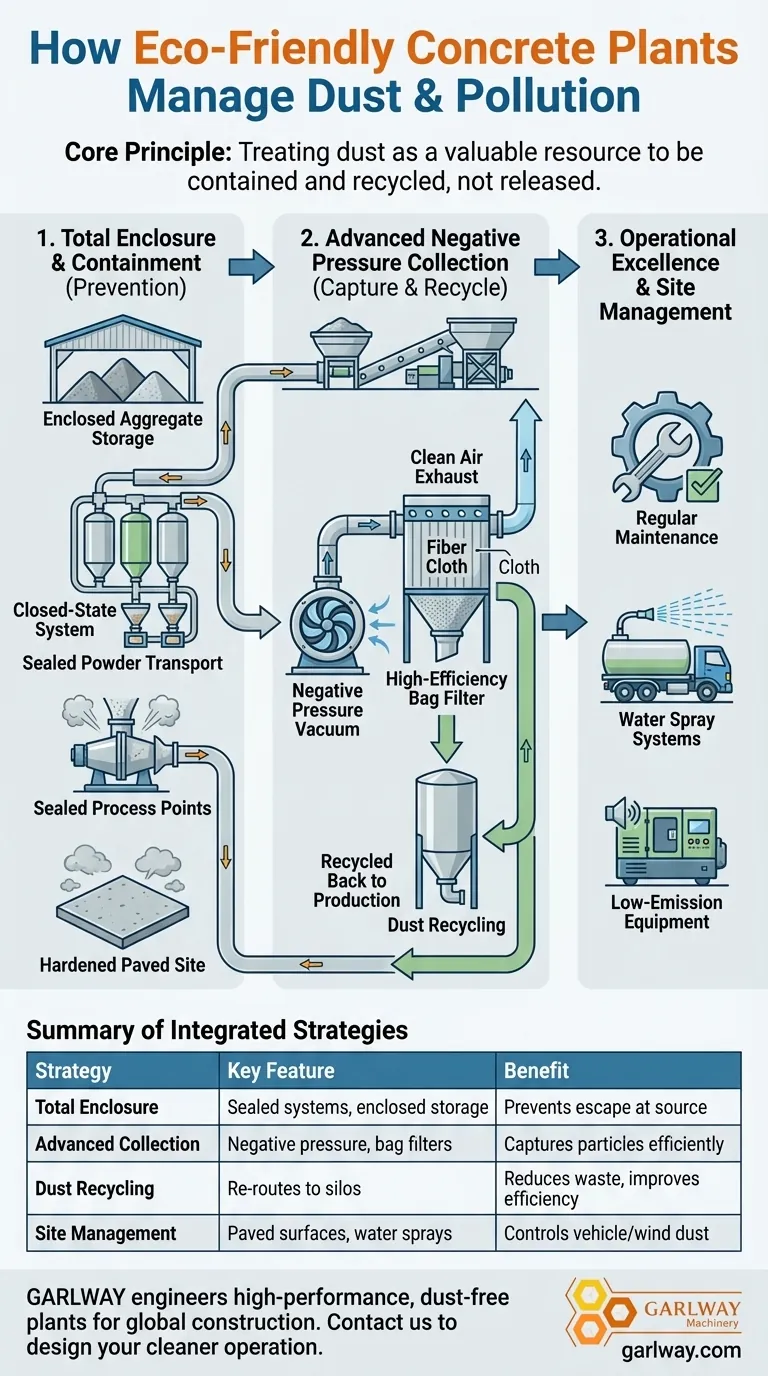
At its core, an environmentally friendly concrete mixing plant manages pollution by treating dust as a valuable resource to be contained, not a waste product to be released. This is achieved through a fully enclosed system for all powdered materials, combined with advanced negative pressure dust collection technology that captures and recycles airborne particles.
The defining characteristic of a truly green concrete plant is not a single piece of equipment, but a comprehensive design philosophy. It integrates total material containment, active dust collection, and responsible site management to systematically prevent pollution at every stage of the production process.

The Core Principle: Total Enclosure and Containment
The most effective way to manage pollution is to prevent it from escaping in the first place. Modern plants achieve this by creating a sealed environment for all dust-generating materials and processes.
From Storage to Mixing
All powdered materials, such as bulk cement and various admixtures, are handled in a closed-state system. This means they travel from silos to the mixer through sealed conveyors and weigh hoppers, never being exposed to the open air.
For aggregates like sand and gravel, open storage yards are replaced with enclosed material storage yards. This simple change dramatically reduces the amount of dust that can be picked up by the wind.
Sealing the Production Process
Dust control measures are integrated into every critical stage of production. High-efficiency dust control devices, such as bag filter systems, are installed at key points like material loading, batching, and the main mixer itself.
Hardening the Site
The ground surface throughout the plant and production area is paved with concrete or asphalt. This hardened surface is crucial for preventing vehicles from kicking up dust, and it is kept clean to maintain its effectiveness. Any remaining unpaved areas are landscaped to hold the soil in place.
Advanced Dust Collection Technology
While containment is the first line of defense, some dust generation is inevitable. Advanced collection systems are designed to capture these particles before they can escape.
Negative Pressure Dust Removal
The most effective systems use negative pressure. This works like a powerful, centralized vacuum, constantly pulling air and dust into the collection equipment from various points in the plant. This ensures that any potential leaks pull clean air in rather than pushing dusty air out.
High-Efficiency Filtration
The captured air is passed through a special fiber filter cloth or bag filter. This material traps the fine dust particles, allowing clean air to be exhausted. The efficiency of these filters is high enough to meet stringent environmental regulations.
The Value of Dust Recycling
The collected dust is not discarded. It is conveniently routed back into the production process, typically into a silo for reuse. This recycling of materials not only protects the environment but also reduces operational waste and improves material efficiency.
Common Pitfalls to Avoid
Achieving true environmental performance requires more than just installing the right equipment. It demands a commitment to operational excellence.
The Myth of "Set and Forget"
A state-of-the-art dust collection system is only effective if it is maintained. Clogged filters, broken seals, or malfunctioning fans can render a multi-million dollar investment useless. Regular maintenance is non-negotiable.
Overlooking Low-Tech Solutions
While high-tech filters are essential, simpler methods are also vital. Water spraying systems, especially those with pressurized pumps and modified nozzles, are highly effective at suppressing dust during aggregate handling and on roadways.
The Equipment Blind Spot
The environmental impact extends beyond dust. An eco-friendly plant also selects equipment—from mixers to transport vehicles—that is designed for low noise, low energy consumption, and low emissions. Using prohibited or outdated machinery undermines the entire effort.
Making the Right Assessment
When evaluating a concrete mixing plant, look for a combination of these elements to determine its true environmental commitment.
- If your primary focus is regulatory compliance: Verify the use of a fully enclosed powder system and negative pressure dust collectors with documented emission performance.
- If your primary focus is operational excellence: Observe whether collected dust is systematically recycled, indicating a well-integrated and efficient design that minimizes waste.
- If your primary focus is community impact: The most obvious signs are a visually clean site with paved surfaces, minimal visible dust during operations, and noticeably lower noise levels.
Ultimately, these integrated strategies transform a traditionally messy industrial process into a clean, efficient, and environmentally responsible operation.
Summary Table:
| Strategy | Key Feature | Benefit |
|---|---|---|
| Total Enclosure | Sealed powder systems & enclosed storage | Prevents dust escape at the source |
| Advanced Collection | Negative pressure & bag filters | Captures airborne particles efficiently |
| Dust Recycling | Re-routes collected dust to silos | Reduces waste and improves material efficiency |
| Site Management | Paved surfaces & water spraying | Controls dust from vehicles and wind |
Ready to build a cleaner, more efficient concrete operation?
GARLWAY specializes in engineering high-performance, environmentally friendly concrete batching plants for construction companies and contractors globally. Our solutions integrate total enclosure, advanced dust collection, and intelligent recycling to ensure regulatory compliance, reduce operational waste, and minimize your environmental footprint.
Contact GARLWAY today to discuss how we can design a dust-free concrete plant for your project.
Visual Guide
Related Products
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
People Also Ask
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the main types of concrete mixing stations? Single-Unit vs. Mobile Plants Explained
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality



















