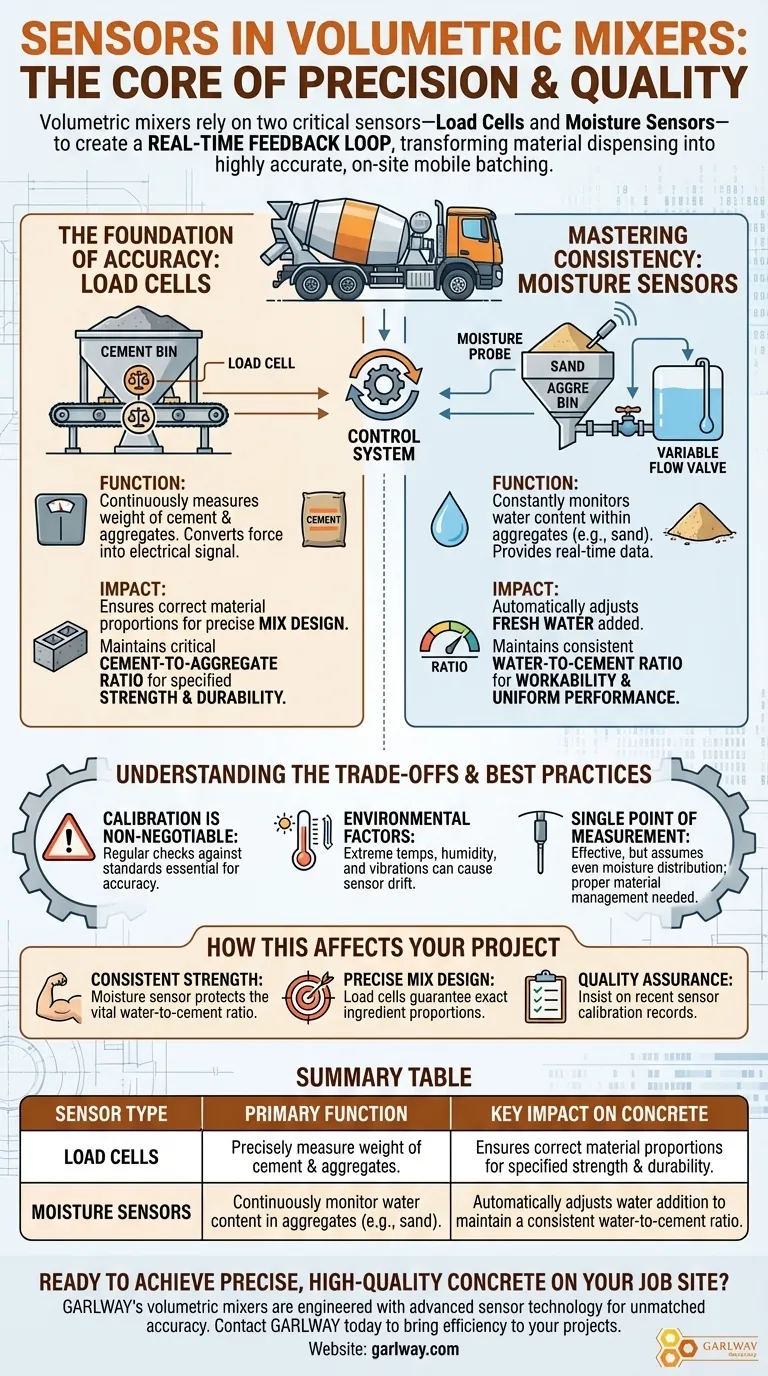
At their core, volumetric mixers rely on two critical types of sensors to ensure precision and quality: load cells for measuring material weight and moisture sensors for monitoring the water content within the aggregates. These components work together to guarantee that the concrete produced meets exact specifications on-site.
The function of sensors in a volumetric mixer is to create a real-time feedback loop. This system transforms the machine from a simple material dispenser into a highly accurate, mobile batch plant capable of adjusting to material variations instantly.

The Foundation of Accuracy: Load Cells
Load cells are the primary sensors responsible for ensuring the correct proportions of raw materials are used in the mix. They are the bedrock of mix design accuracy.
What is a Load Cell?
A load cell is a transducer that converts a force, such as weight, into a measurable electrical signal. In essence, it is a highly precise digital scale.
How It Works in a Mixer
These sensors are typically integrated into the mounting system of the cement bin. As cement is dispensed onto the conveyor belt, the load cell continuously measures the change in weight.
This data is fed directly to the mixer's control system, which uses it to verify that the exact amount of cement required for the specific mix design is being added.
The Impact on Mix Design
By providing precise weight measurements, load cells ensure the critical cement-to-aggregate ratio is maintained. This accuracy is fundamental to achieving the specified compressive strength and long-term durability of the finished concrete.
Mastering Consistency: Moisture Sensors
While load cells manage the solid components, moisture sensors tackle the most common variable in concrete production: water.
Why Moisture Matters
Aggregates like sand and stone naturally hold a certain amount of moisture. If this existing water isn't accounted for, it can drastically alter the water-to-cement ratio, which is the single most important factor determining concrete strength and workability.
How It Works in a Mixer
Moisture sensors are placed within the aggregate bins (most commonly the sand bin) to provide a constant reading of the moisture content.
The mixer's control system takes this real-time data and automatically adjusts the amount of fresh water being added from the tank. If the sand is wet, the system adds less water; if the sand is dry, it adds more.
The Impact on Consistency
This automatic adjustment is crucial for consistency. It ensures that every batch of concrete has the precise water-to-cement ratio intended by the engineer, preventing weak or unworkable mixes and guaranteeing performance from the first yard to the last.
Understanding the Trade-offs
While essential, these sensors are not infallible. Their effectiveness depends entirely on proper setup and maintenance.
Calibration is Non-Negotiable
A sensor is only as good as its last calibration. Load cells and moisture sensors must be regularly calibrated against known standards to ensure their readings are accurate. An uncalibrated sensor provides false data, leading directly to poor-quality concrete.
Environmental Factors Can Interfere
Extreme temperatures, humidity, and job-site vibrations can potentially affect sensor readings over time. Operators must be trained to recognize signs of sensor drift and perform periodic checks to maintain accuracy.
A Single Point of Measurement
A moisture probe provides a reading from one specific point in the aggregate bin. While highly effective, this assumes the moisture is distributed evenly throughout the material pile, which may not always be the case. Proper material management is still required.
How This Affects Your Project
Understanding how these sensors function allows you to specify and verify the quality of concrete for your specific needs.
- If your primary focus is consistent strength: The moisture sensor is your most critical component, as it protects the all-important water-to-cement ratio.
- If your primary focus is precise mix design: The load cells are paramount, guaranteeing the exact proportions of cement and aggregates are met.
- If your primary focus is quality assurance: Insist on seeing recent calibration records for all sensors before a pour begins.
By integrating these sensors, the volumetric mixer ensures you receive engineered concrete, not just a mixture of ingredients.
Summary Table:
| Sensor Type | Primary Function | Key Impact on Concrete |
|---|---|---|
| Load Cells | Precisely measure the weight of cement and aggregates. | Ensures correct material proportions for specified strength and durability. |
| Moisture Sensors | Continuously monitor water content in aggregates (e.g., sand). | Automatically adjusts water addition to maintain a consistent water-to-cement ratio. |
Ready to achieve precise, high-quality concrete on your job site?
GARLWAY's volumetric mixers are engineered with advanced sensor technology to deliver unmatched accuracy and consistency. Whether you're a large construction company or a specialized contractor, our machines ensure every batch meets your exact specifications.
Contact GARLWAY today to discuss how our reliable concrete mixers and batching plants can bring efficiency and quality to your global projects.
Visual Guide
Related Products
- Harbor Freight JS1500 On Site Concrete Mixing Volumetric Cement Mixer
- Belle Cement Mixer JS2000 Volumetric Concrete Mixer for Harbor Freight
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
People Also Ask
- Why is volumetric concrete considered an innovative solution for construction? Unlock On-Site Control & Efficiency
- What is the purpose of a volumetric concrete mixer? Gain On-Demand Mixing & Zero Waste
- What is a volumetric concrete mixer? A Mobile Concrete Batch Plant for On-Demand Mixing
- What technological advancements have been made in volumetric mixers? Digital Precision for On-Demand Concrete
- How does a volumetric concrete mixer contribute to sustainability? Reduce Waste, Water, and Emissions On-Site


