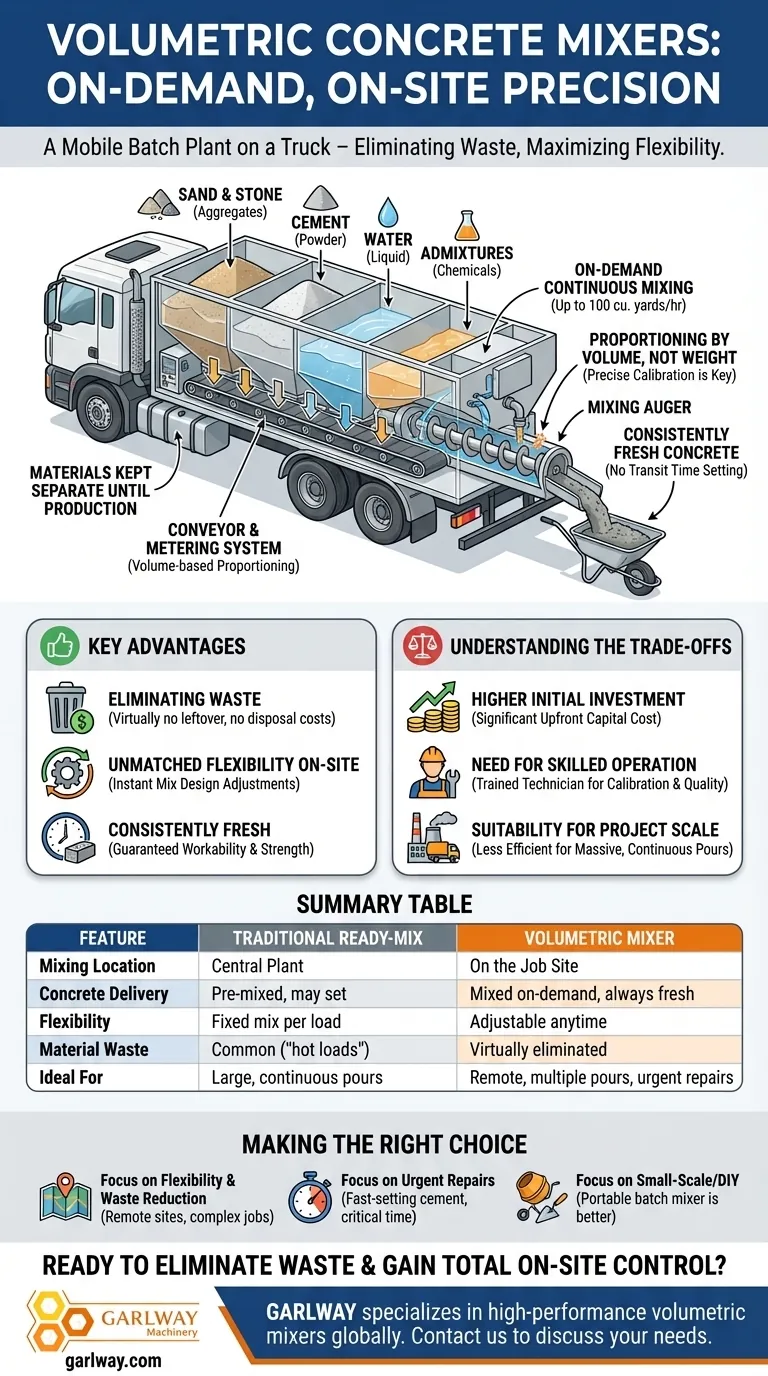
At its core, a volumetric concrete mixer is a mobile batch plant on a truck. Unlike a traditional barrel mixer that transports pre-mixed, wet concrete, a volumetric mixer carries all the raw ingredients—sand, stone, cement, water, and chemical admixtures—in separate compartments. It then combines and mixes these materials by volume on the job site, producing fresh concrete on demand.
The fundamental principle of a volumetric mixer is its ability to eliminate waste and maximize flexibility. By producing the exact amount and type of concrete needed, precisely when it's needed, it shifts the batching process from a remote plant directly to the point of use.

How Volumetric Mixing Works
The design of a volumetric mixer is what enables its on-demand capability. It functions as a complete, self-contained production system mounted on a chassis or trailer.
Separate Compartments for Raw Materials
Each component of the concrete mix is stored in its own bin or tank on the truck. This complete separation is the key distinction from ready-mix trucks, ensuring that no materials are combined until the moment of production.
On-Demand, Continuous Mixing
When concrete is needed, the operator calibrates the machine to the desired mix design. The system then meters out the correct proportions of each ingredient from their respective compartments onto a conveyor belt, which feeds them into a mixing auger. Water and admixtures are introduced in the auger, and fresh concrete is discharged continuously.
Proportioning by Volume
As the name implies, the machine measures and combines materials based on volume, not weight. Gates and valves control the flow rate of each solid and liquid component, and the precision of this calibration is critical to producing a consistent, high-quality final product. Production can be started, stopped, and restarted as needed, with rates of up to 100 cubic yards per hour.
Key Advantages of the Volumetric Approach
This method of production offers significant operational benefits that make it the ideal choice for specific types of projects.
Eliminating Waste
Because you mix only what you need, there is virtually no leftover concrete. This eliminates the cost and environmental impact of disposing of unused material from "hot loads" (concrete that has begun to set).
Unmatched Flexibility On-Site
The mix design can be adjusted at any time. If a project requires a small amount of high-strength concrete for one section and a different, more flowable mix for another, the operator can change the settings instantly.
Consistently Fresh Concrete
The concrete is always produced seconds before it is poured. This guarantees maximum workability and strength potential, as there is no travel time during which the hydration process begins, which is a common issue with traditional ready-mix.
Understanding the Trade-offs
While powerful, volumetric mixers are not the universal solution for every concrete job. Understanding their limitations is crucial for making an informed decision.
Higher Initial Investment
The sophisticated machinery involved means that a volumetric mixer represents a significantly higher upfront capital cost compared to simpler mixing equipment.
The Need for Skilled Operation
Proper operation requires a trained and knowledgeable technician. The quality of the final product depends entirely on accurate calibration, proper material loading, and correct mix design inputs. An unskilled operator can easily produce poor-quality concrete.
Suitability for Project Scale
While ideal for remote or multi-pour jobs, for massive, continuous pours requiring thousands of cubic yards of a single mix design, a traditional high-capacity batch plant may offer greater efficiency and economies of scale.
Making the Right Choice for Your Goal
Selecting the right mixing technology depends entirely on the specific demands of your project.
- If your primary focus is flexibility and waste reduction: A volumetric mixer is the superior choice for remote sites, infrastructure projects, or jobs with multiple, distinct pours.
- If your primary focus is urgent repairs: The on-demand capability is perfect for road and utility work using fast-setting cements, where time is critical.
- If your primary focus is small-scale DIY or work in confined spaces: A small, portable batch mixer offers the best combination of mobility and ease of use for these applications.
Ultimately, choosing a volumetric mixer is a strategic decision to prioritize on-site control, precision, and efficiency over all other factors.
Summary Table:
| Feature | Traditional Ready-Mix | Volumetric Mixer |
|---|---|---|
| Mixing Location | Central Plant | On the Job Site |
| Concrete Delivery | Pre-mixed, can set during transit | Mixed on-demand, always fresh |
| Flexibility | Fixed mix design per truckload | Adjustable mix design anytime |
| Material Waste | Common from leftover 'hot loads' | Virtually eliminated |
| Ideal For | Large, continuous pours | Remote sites, multiple pours, urgent repairs |
Ready to eliminate concrete waste and gain total on-site control?
GARLWAY specializes in construction machinery, offering high-performance volumetric concrete mixers for construction companies and contractors globally. Our solutions are designed to maximize your project's efficiency and profitability.
Contact GARLWAY today to discuss how our volumetric mixers can meet your specific project needs.
Visual Guide
Related Products
- Harbor Freight JS1500 On Site Concrete Mixing Volumetric Cement Mixer
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- Belle Cement Mixer JS2000 Volumetric Concrete Mixer for Harbor Freight
- HZS90 Large Multiquip Concrete Mixers for Construction
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
People Also Ask
- How does volumetric concrete compare to ready-mix concrete? Choose the Right Method for Your Project
- How does a volumetric concrete mixer contribute to sustainability? Reduce Waste, Water, and Emissions On-Site
- What technological advancements have been made in volumetric mixers? Digital Precision for On-Demand Concrete
- What is the purpose of a volumetric concrete mixer? Gain On-Demand Mixing & Zero Waste
- What types of concrete can be produced with volumetric mixers? Achieve On-Demand Mixing for Any Project



















