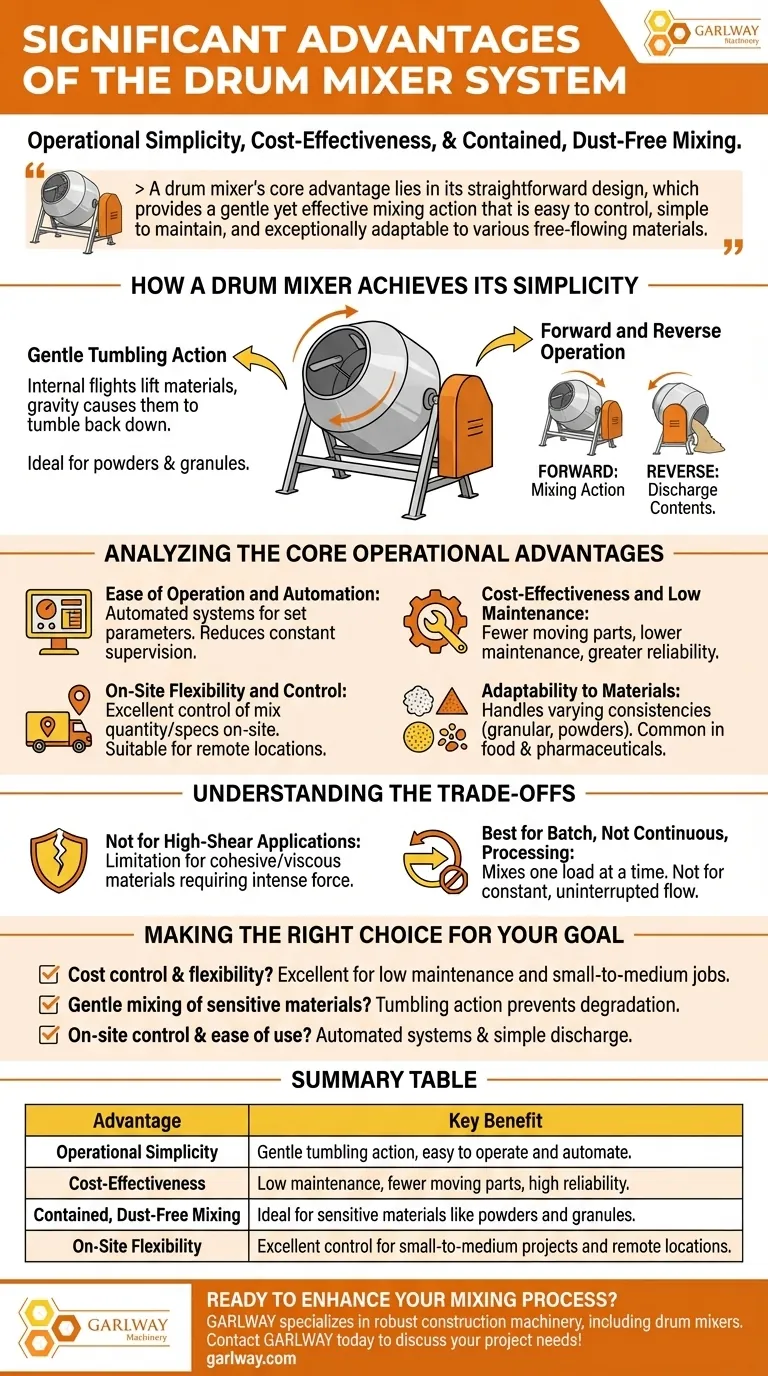
Among the most significant advantages of a drum mixer system are its operational simplicity, cost-effectiveness, and contained, dust-free mixing environment. This combination makes it a highly reliable and economical choice for a wide range of applications, especially for small to medium-sized projects.
A drum mixer's core advantage lies in its straightforward design, which provides a gentle yet effective mixing action that is easy to control, simple to maintain, and exceptionally adaptable to various free-flowing materials.

How a Drum Mixer Achieves Its Simplicity
The effectiveness of a drum mixer comes from its fundamental mechanical design, which relies on gravity and rotation rather than complex internal machinery.
The Gentle Tumbling Action
A drum mixer, also known as a self-falling mixer, operates by rotating a barrel or drum.
Internal flights or welded chutes lift the materials to a high point inside the drum.
Gravity then causes the materials to tumble back down, creating a consistent and uniform mixture. This gentle action is ideal for powders, granules, and other free-flowing materials.
Forward and Reverse Operation
The system's logic is exceptionally simple. The drum rotates in one direction to perform the mixing action.
To discharge the contents, the direction of the rotation is simply reversed, efficiently emptying the mixed material.
Analyzing the Core Operational Advantages
The simple mechanics of the drum mixer translate directly into several key benefits for operators and project managers.
Ease of Operation and Automation
Modern drum mixers feature automated control systems.
Operators can easily set parameters like mixing time and rotation speed, allowing the equipment to complete the process automatically. This reduces the need for constant supervision.
Cost-Effectiveness and Low Maintenance
The straightforward design has fewer moving parts compared to more complex mixers, leading to lower maintenance requirements and greater reliability.
This makes the drum mixer a highly cost-effective solution, particularly for organizations that need to service jobs of all sizes profitably.
On-Site Flexibility and Control
Drum mixers provide excellent control over the quantity and specifications of the mix directly on-site.
Their often compact nature also makes them suitable for remote locations where access might be a challenge for larger, more complex equipment.
Adaptability to Materials
These systems are highly adaptable and can handle materials of varying consistencies, from granular substances to fine powders.
This versatility makes them common in industries like food and pharmaceuticals, where gentle and contained mixing is critical.
Understanding the Trade-offs
While highly effective, the drum mixer's design is not universally optimal for every mixing task. Understanding its limitations is key to using it correctly.
Not for High-Shear Applications
The gentle, gravity-based tumbling action is a significant advantage for sensitive materials but a limitation for mixtures that require intense shear force.
Materials that are highly cohesive, viscous, or require particle size reduction will need a different type of high-intensity mixer.
Best for Batch, Not Continuous, Processing
The drum mixer is inherently a batch-processing machine. It mixes one load at a time before discharging.
For large-scale industrial operations requiring a constant, uninterrupted flow of mixed material, a continuous mixing system would be more appropriate.
Making the Right Choice for Your Goal
Selecting a drum mixer depends entirely on the specific requirements of your material and project scale.
- If your primary focus is cost control and project flexibility: The drum mixer is an excellent choice due to its low maintenance, operational simplicity, and suitability for small-to-medium jobs.
- If your primary focus is gentle mixing of sensitive materials: Its tumbling action is ideal for powders and granules, preventing degradation and ensuring a homogenous blend.
- If your primary focus is on-site control and ease of use: The automated systems and simple discharge mechanism make it a reliable workhorse for field applications.
Ultimately, the drum mixer's enduring advantage is its ability to deliver consistent, reliable performance with minimal complexity.
Summary Table:
| Advantage | Key Benefit |
|---|---|
| Operational Simplicity | Gentle tumbling action, easy to operate and automate. |
| Cost-Effectiveness | Low maintenance, fewer moving parts, high reliability. |
| Contained, Dust-Free Mixing | Ideal for sensitive materials like powders and granules. |
| On-Site Flexibility | Excellent control for small-to-medium projects and remote locations. |
Ready to enhance your mixing process with a reliable and cost-effective solution?
GARLWAY specializes in providing robust construction and industrial machinery, including drum mixers perfect for contractors and construction companies seeking operational simplicity and on-site control. Our equipment is designed for durability and ease of use, helping you complete projects efficiently and profitably.
Contact GARLWAY today to discuss how our drum mixers can meet your specific project needs!
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- JDC350 Small Cement Concrete Mortar Mixer
People Also Ask
- Why is timely cleaning important for a self loading mixer? Prevent Costly Downtime and Mix Failure
- How does the weighing process work in a self loading concrete mixer? Achieve Precise, On-Site Concrete Batching
- How is discharging accomplished in a self loading mixer? Master Precise Concrete Placement
- What are the maintenance and durability characteristics of self-loading concrete mixers? Built for Rugged Job Sites
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process











