For the chemical and plastics industries, rotary drum mixers are highly specialized pieces of equipment that combine gentle, low-shear blending with advanced process control. They are capable of handling large batches up to 25 cubic meters (or 15 tons) and can be heavily customized for demanding applications like producing catalysts, polymer compounds, detergents, and specialty battery or metal powders.
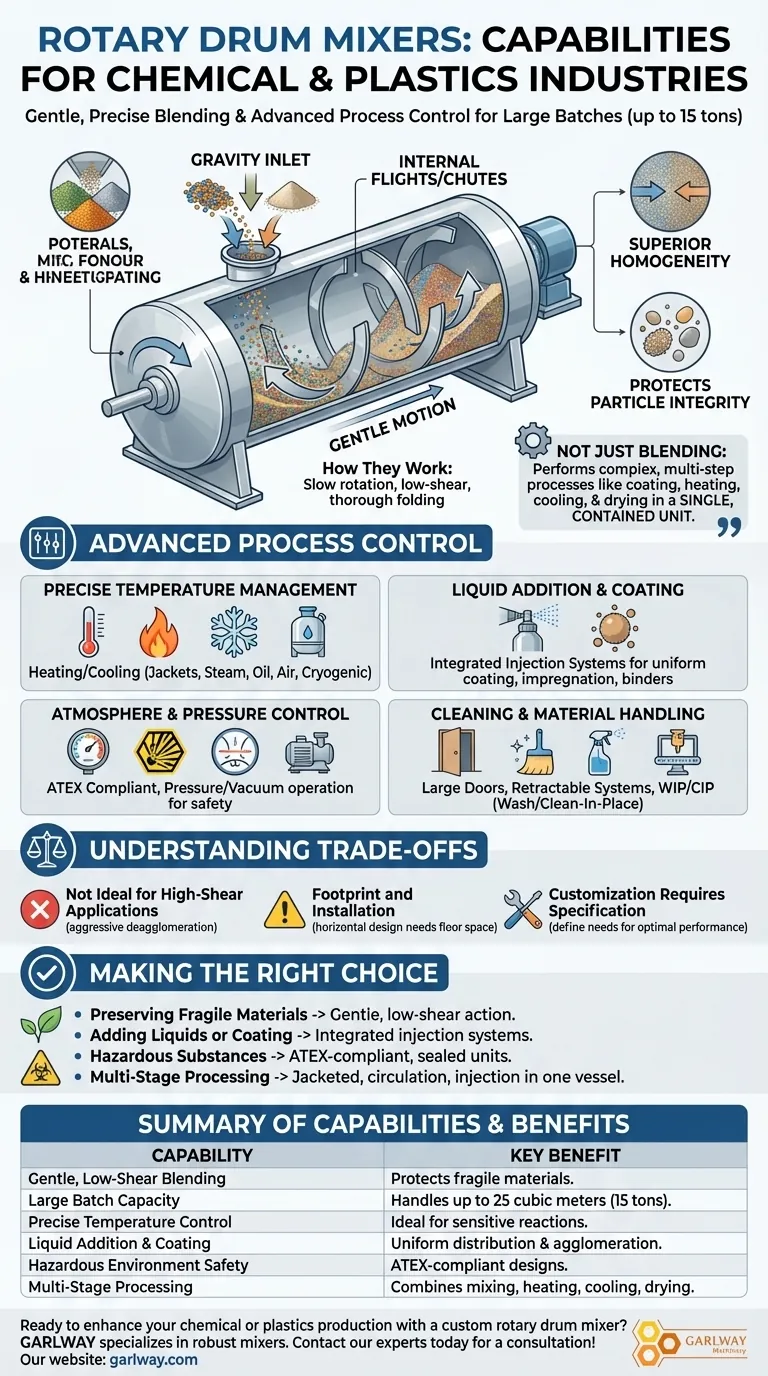
The true capability of a rotary drum mixer in a chemical or plastics context is not just blending; it is the ability to perform complex, multi-step processes like coating, heating, cooling, and drying within a single, contained unit that protects the physical integrity of the materials.

The Core Principle: Gentle and Precise Blending
A rotary drum mixer's value is rooted in its fundamental design, which prioritizes material quality and consistency over aggressive agitation.
How They Work
Ingredients are introduced through a top inlet via gravity. The drum then rotates at slow speeds, using internal flights or chutes to gently lift, fold, cut, and turn the materials. This mechanism ensures thorough mixing without high impact.
The Result: Superior Homogeneity
This gentle folding action produces an extremely accurate and consistent mix in short cycles. It is particularly effective at preventing segregation of materials with different densities or particle sizes.
Protecting Particle Integrity
The low-speed rotation generates minimal frictional heat and avoids the high shear forces that can break or damage sensitive products. This makes it ideal for fragile materials like polymer beads, catalysts, or coated powders where particle structure is critical.
Advanced Process Control Capabilities
Beyond simple blending, these mixers are platforms for sophisticated process control, which is essential in chemical and plastics manufacturing.
Precise Temperature Management
Process temperature can be tightly controlled. Mixers can be equipped with double-wall jackets for heating or cooling with steam, water, or oil, as well as systems for circulating heated or cooled air directly through the batch. For extreme applications, cryogenic mixing using liquid nitrogen is also an option.
Liquid Addition and Coating
Integrated liquid injection systems allow for the precise spraying of liquids onto solid particles. This capability is used for processes like coating, impregnation, or introducing binders and catalysts in a controlled manner.
Atmosphere and Pressure Control
For safety and process integrity, these mixers can be built for pressure or vacuum operation. Crucially, they can be made fully ATEX compliant for safe use in hazardous environments with explosive dust or vapors.
Cleaning and Material Handling
Modern designs incorporate features for operational efficiency and cleanliness. This includes large, easy-opening doors, retractable inlet/outlet systems for quick connections, and automated WIP/CIP (Wash/Clean-In-Place) systems.
Understanding the Trade-offs
While highly capable, a rotary drum mixer is not the universal solution. Its specific design creates important trade-offs.
Not Ideal for High-Shear Applications
The primary advantage of a rotary drum mixer—its gentle action—is also its main limitation. It is not suitable for applications requiring aggressive deagglomeration, high-shear mixing, or intense dispersion of pastes.
Footprint and Installation
Their horizontal construction can require a significant amount of floor space compared to some vertical mixer designs. This must be considered during plant layout and facility planning.
Customization Requires Specification
Most advanced features are customizations. Achieving optimal performance requires a clear understanding of your process needs—from temperature ranges to safety compliance—to ensure the unit is specified correctly.
Making the Right Choice for Your Goal
Select a rotary drum mixer based on the specific demands of your process.
- If your primary focus is preserving fragile materials: The gentle, low-shear mixing action is the single most important advantage for protecting catalysts, polymer beads, or coated granules.
- If your process requires adding liquids or coating powders: The integrated liquid injection systems provide the control needed for uniform distribution and agglomeration.
- If you are working with hazardous or volatile substances: Specifying an ATEX-compliant, sealed unit for pressure or vacuum operation is a critical safety capability.
- If your goal is multi-stage processing in one vessel: A jacketed mixer with air circulation and liquid injection can consolidate heating, mixing, and coating steps, improving efficiency.
By matching these distinct capabilities to your process requirements, you can leverage the rotary drum mixer to achieve superior product quality and operational control.
Summary Table:
| Capability | Key Benefit for Chemical & Plastics Industries |
|---|---|
| Gentle, Low-Shear Blending | Protects fragile materials like catalysts and polymer beads from damage. |
| Large Batch Capacity | Handles volumes up to 25 cubic meters (15 tons) for high-volume production. |
| Precise Temperature Control | Jacketed systems for heating/cooling; ideal for sensitive chemical reactions. |
| Liquid Addition & Coating | Integrated spray systems for uniform coating and impregnation processes. |
| Hazardous Environment Safety | ATEX-compliant designs for safe operation with explosive dusts or vapors. |
| Multi-Stage Processing | Combines mixing, heating, cooling, and drying in a single, contained unit. |
Ready to enhance your chemical or plastics production with a custom rotary drum mixer?
GARLWAY specializes in engineering robust construction and industrial machinery, including highly customizable mixers. Our solutions are designed to meet the precise demands of chemical companies and contractors globally, ensuring:
- Superior Product Quality: Gentle mixing protects your material integrity.
- Operational Efficiency: Multi-stage processing capabilities save time and space.
- Uncompromising Safety: We build ATEX-compliant units for hazardous environments.
Let's discuss how a GARLWAY rotary drum mixer can be tailored to your specific process. Contact our experts today for a consultation!
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
People Also Ask
- How does the weighing process work in a self loading concrete mixer? Achieve Precise, On-Site Concrete Batching
- How is discharging accomplished in a self loading mixer? Master Precise Concrete Placement
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process
- Why is timely cleaning important for a self loading mixer? Prevent Costly Downtime and Mix Failure
- What are the maintenance and durability characteristics of self-loading concrete mixers? Built for Rugged Job Sites


















