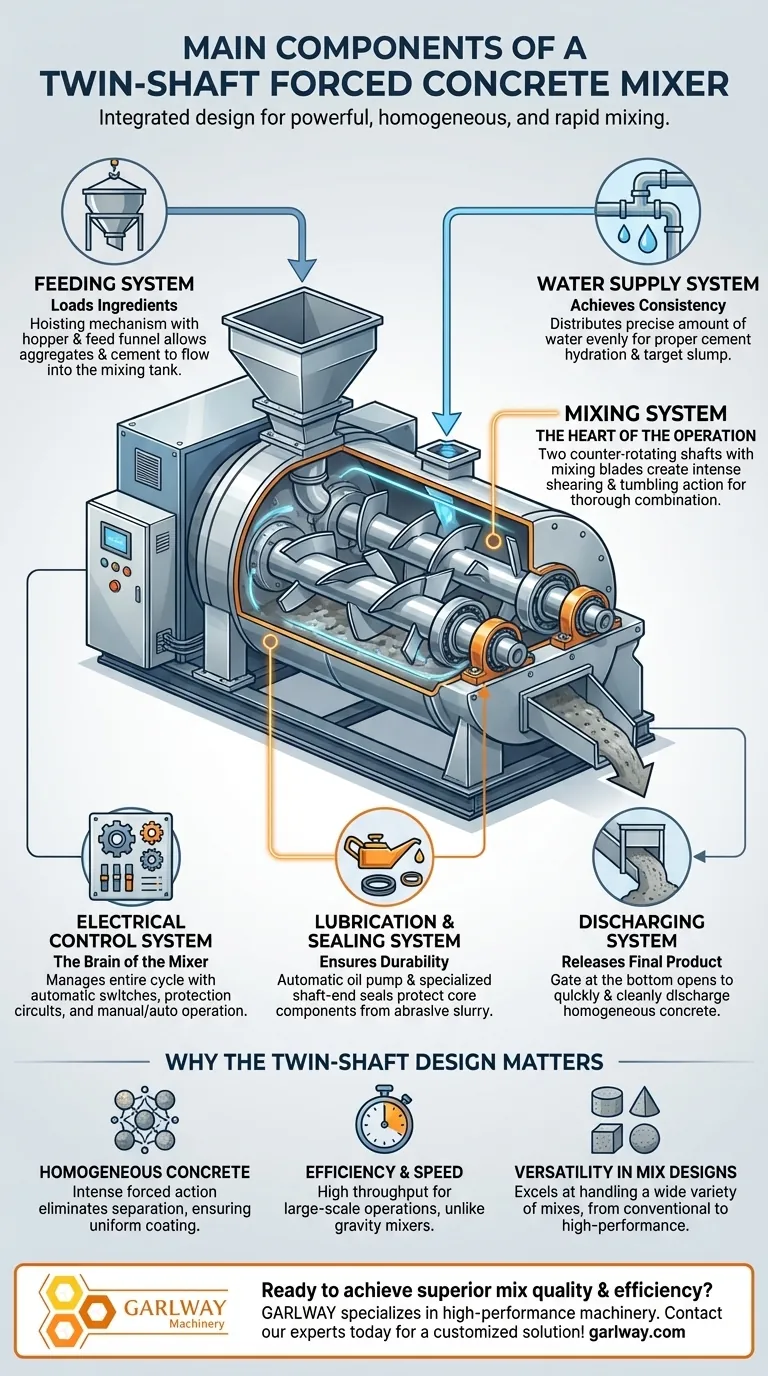
At its core, a twin-shaft forced concrete mixer is an integrated machine composed of six primary systems. These are the feeding system, the mixing system, the water supply system, the discharging system, the lubrication and sealing system, and the electrical control system. Each component is engineered to work in unison to produce a rapid, powerful, and homogeneous mix.
The true value of a twin-shaft mixer isn't just in its individual parts, but in how they create a powerful, compulsory mixing action. This integrated design ensures every particle of aggregate and cement is uniformly coated, resulting in consistently high-strength concrete.

The Core Systems of a Twin-Shaft Mixer
A twin-shaft mixer functions as a complete production unit. Understanding how each system contributes to the final output is key to appreciating its design and operational efficiency.
The Feeding System: Loading the Ingredients
The feeding system is responsible for safely and efficiently loading raw materials into the mixing tank.
It typically consists of a hoisting mechanism with a brake motor, a feeding track, and a hopper. The motor pulls the hopper up the track.
At a preset height, a limit switch is triggered, and the hopper's door automatically opens. This allows the aggregates and cement to flow into the mixing tank through a feed funnel.
The Mixing System: The Heart of the Operation
This is where the compulsory mixing action takes place. The system is designed for power and durability.
A powerful electric motor drives the system, often through a belt pulley and a secondary gearbox. This gearbox powers two horizontally installed mixing shafts.
These shafts are equipped with mixing blades and are engineered to rotate in opposite directions at the same speed. This counter-rotating motion creates an intense shearing and tumbling action that forces all materials to combine thoroughly.
The Water Supply System: Achieving the Right Consistency
The water supply system introduces a precise amount of water into the mix at the correct time.
While designs vary, this system ensures that water is distributed evenly throughout the batch, which is critical for proper hydration of the cement and achieving the target slump and strength.
The Discharging System: Releasing the Final Product
Once the mixing cycle is complete, the discharging system opens a gate at the bottom of the mixing tank.
This allows the fresh, homogeneous concrete to be quickly and cleanly discharged into a transport vehicle or concrete pump.
The Lubrication and Sealing System: Ensuring Durability
To protect the core mechanical components from the harsh, abrasive environment, this system is critical.
An electric lubricating oil pump automatically delivers grease or oil to key points, such as the shaft bearings.
Furthermore, specialized shaft-end seals, often using floating oil sealing rings, prevent slurry and cement dust from penetrating the bearings and gearbox, dramatically increasing the mixer's service life.
The Electrical Control System: The Brain of the Mixer
The electrical system manages the entire mixing cycle and provides crucial safety interlocks.
It includes automatic switches and AC contactors housed in a lockable control box. The system provides short-circuit protection, overload protection, and phase-loss protection to safeguard the motors and operators.
Control buttons allow for manual or fully automatic operation of the feeding, mixing, and discharging cycles.
Why the Twin-Shaft Design Matters
The specific arrangement of these components is what gives the twin-shaft mixer its reputation for producing high-quality concrete for demanding applications.
Achieving Homogeneous Concrete
The intense, forced mixing action is the primary benefit. It eliminates separation and ensures that every grain of sand and piece of aggregate is uniformly coated with cement paste. This uniformity is directly linked to the final product's strength and durability.
Efficiency and Speed
Unlike drum mixers that rely on gravity, the twin-shaft's powerful mechanical action mixes batches very quickly. This high throughput makes it ideal for large-scale operations where speed is essential.
Versatility in Mix Designs
This design excels at handling a wide variety of concrete mixes, from conventional to low-slump or high-performance concrete. The powerful mixing can effectively combine stiff mixes and incorporate various admixtures.
Key Considerations When Evaluating a Mixer
Understanding the components helps you make a better choice based on your project's specific needs.
- If your primary focus is high-volume, consistent production: The integrated and robust design of the feeding, mixing, and electrical systems makes the twin-shaft mixer the superior choice.
- If your primary focus is machine longevity and low maintenance: Pay close attention to the quality of the shaft-end sealing and the automation of the lubrication system.
- If your primary focus is mix quality and strength: The counter-rotating shafts and blade configuration are the most critical components for achieving a truly homogeneous mix.
By understanding how these core systems work together, you can better evaluate a mixer's performance and its suitability for your operational goals.
Summary Table:
| System | Primary Function | Key Components |
|---|---|---|
| Feeding System | Loads raw materials into the mixer | Hoisting mechanism, hopper, feed funnel |
| Mixing System | Creates compulsory, homogeneous mix | Counter-rotating shafts, mixing blades, gearbox |
| Water Supply System | Adds precise water for consistency | Water metering and distribution system |
| Discharging System | Releases finished concrete | Discharge gate at the bottom of the tank |
| Lubrication & Sealing | Protects components, ensures longevity | Automatic oil pump, shaft-end seals |
| Electrical Control System | Manages the entire mixing cycle safely | Control box, protection circuits, automation |
Ready to achieve superior mix quality and production efficiency? GARLWAY specializes in high-performance construction machinery, including robust twin-shaft concrete mixers designed for durability and consistent output. Our mixers are engineered with premium sealing and automated systems to minimize downtime, making them ideal for construction companies and contractors globally who demand reliability. Let's discuss how a GARLWAY mixer can power your next project—contact our experts today for a customized solution!
Visual Guide
Related Products
- JS500 Electric Cement Concrete Mixer for Sale
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
- Portable Cement Mixer with Lift Concrete Machine
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS25 Best Cement Mixer for Quick Mix Concrete at Bunnings
People Also Ask
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What are the benefits of a concrete mixer? Boost Efficiency, Quality & Control
- How can a concrete mixer be used to remove rust from metal parts? A Powerful, Large-Scale Cleaning Method
- What are the benefits of electric concrete mixers? Quiet, Clean, and Low-Maintenance Mixing
- What is a concrete mixer used for? Achieve Consistent, High-Quality Concrete



















