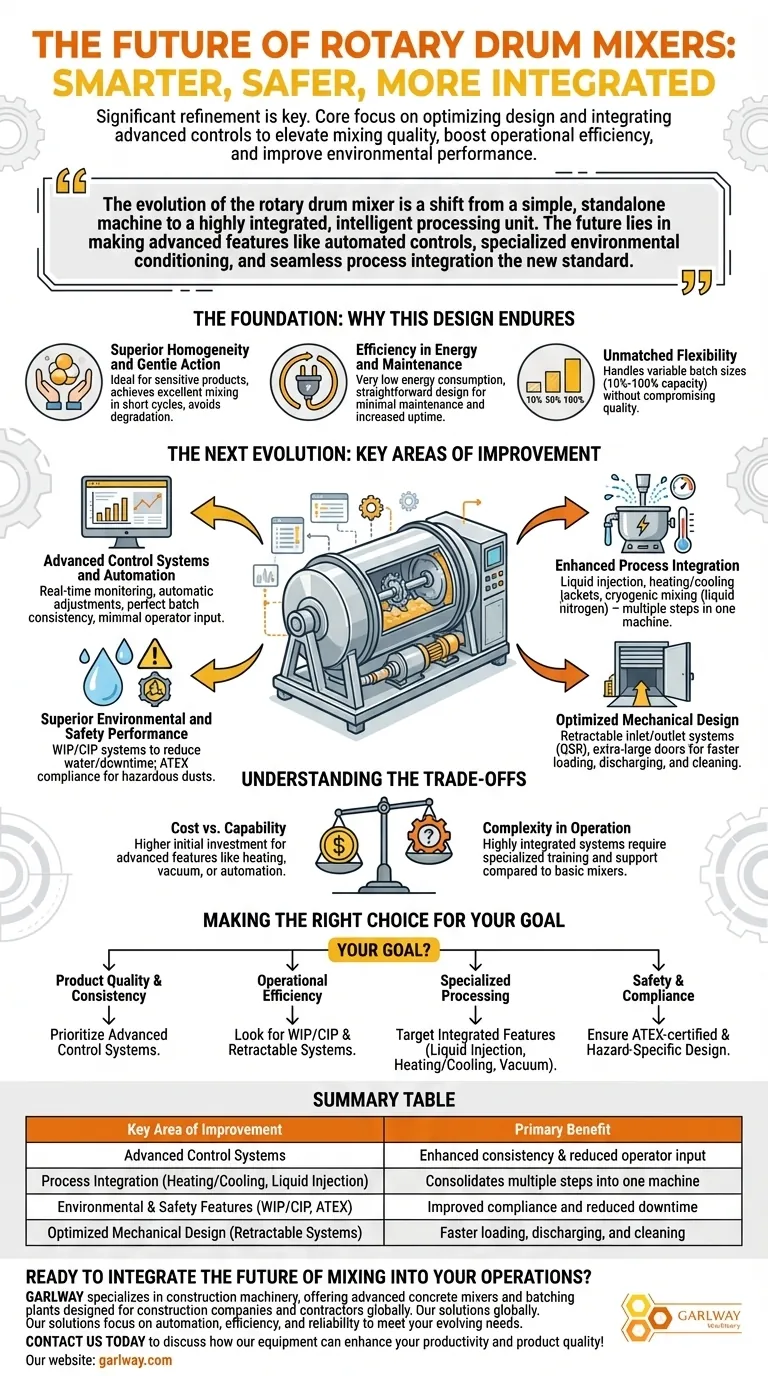
Looking ahead, the future of rotary drum mixers is not about radical reinvention but about significant refinement. The core focus is on optimizing their design and integrating advanced control systems to elevate mixing quality, boost operational efficiency, and improve environmental performance across all industries.
The evolution of the rotary drum mixer is a shift from a simple, standalone machine to a highly integrated, intelligent processing unit. The future lies in making advanced features like automated controls, specialized environmental conditioning, and seamless process integration the new standard.
The Foundation: Why This Design Endures
To understand where rotary drum mixers are going, it's crucial to appreciate their inherent advantages. These core strengths are the foundation upon which future improvements are built.
Superior Homogeneity and Gentle Action
Rotary drum mixers are renowned for achieving excellent homogeneity in very short mixing cycles. Their gentle tumbling action is ideal for sensitive or fragile products, as it avoids the product degradation and frictional heat common in other mixer types.
Efficiency in Energy and Maintenance
These mixers are designed for very low energy consumption, a significant advantage in cost-conscious operations. Their straightforward, horizontal construction also translates to minimal maintenance requirements, increasing uptime and reducing long-term ownership costs.
Unmatched Flexibility
A key advantage is the ability to handle variable batch sizes, often from 10% to 100% of the nominal capacity. This flexibility allows a single machine to adapt to changing production demands without compromising mixing quality.
The Next Evolution: Key Areas of Improvement
Future enhancements are centered on integrating intelligent systems and specialized capabilities directly into the mixer, transforming it into a multi-functional processing hub.
Advanced Control Systems and Automation
The single largest leap forward is in automation and control. Expect more sophisticated systems that monitor the mix in real-time, adjust parameters automatically, and ensure perfect batch consistency with minimal operator input, directly boosting work efficiency.
Enhanced Process Integration
Mixers are becoming more than just blenders. The integration of features like liquid injection for coating, heating and cooling jackets, and cryogenic mixing with liquid nitrogen allows multiple process steps to occur within a single piece of equipment.
Superior Environmental and Safety Performance
There is a strong push towards better environmental and safety compliance. This includes features like WIP/CIP (Wash/Clean-In-Place) systems to reduce water usage and downtime, and full ATEX compliance for safe operation in hazardous environments with explosive dusts.
Optimized Mechanical Design
Continuous improvements in the physical design focus on efficiency and ease of use. Innovations like retractable inlet/outlet systems (QSR) and extra-large, easy-opening doors dramatically speed up loading, discharging, and cleaning cycles.
Understanding the Trade-offs
Adopting these advanced features introduces new considerations that must be weighed against the potential benefits.
Cost vs. Capability
The primary trade-off is initial investment. A basic rotary drum mixer is a cost-effective machine. Adding integrated heating, vacuum capabilities, or advanced automation will significantly increase the upfront capital expenditure.
Complexity in Operation
While automation simplifies some tasks, a highly integrated system is inherently more complex than a basic mixer. Operating and maintaining a unit with cryogenic or pressure systems requires more specialized training and technical support.
Making the Right Choice for Your Goal
Your specific operational goal will determine which future-facing features provide the most value.
- If your primary focus is product quality and consistency: Prioritize investments in advanced control systems that offer precise, repeatable batch management.
- If your primary focus is operational efficiency: Look for designs with WIP/CIP systems and retractable inlets/outlets to minimize downtime between batches.
- If your primary focus is specialized processing: Target mixers with integrated features like liquid injection, vacuum capabilities, or heating/cooling jackets to consolidate process steps.
- If your primary focus is safety and compliance: Ensure the mixer is ATEX-certified and designed to handle the specific hazards of your materials.
Ultimately, the rotary drum mixer is evolving to meet the demand for smarter, safer, and more integrated industrial processes.
Summary Table:
| Key Area of Improvement | Primary Benefit |
|---|---|
| Advanced Control Systems | Enhanced consistency & reduced operator input |
| Process Integration (Heating/Cooling, Liquid Injection) | Consolidates multiple steps into one machine |
| Environmental & Safety Features (WIP/CIP, ATEX) | Improved compliance and reduced downtime |
| Optimized Mechanical Design (Retractable Systems) | Faster loading, discharging, and cleaning |
Ready to integrate the future of mixing into your operations? GARLWAY specializes in construction machinery, offering advanced concrete mixers and batching plants designed for construction companies and contractors globally. Our solutions focus on automation, efficiency, and reliability to meet your evolving needs. Contact us today to discuss how our equipment can enhance your productivity and product quality!
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Harbor Freight JS1500 On Site Concrete Mixing Volumetric Cement Mixer
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
People Also Ask
- Why is timely cleaning important for a self loading mixer? Prevent Costly Downtime and Mix Failure
- How does the control system improve production efficiency in a self loading concrete mixer? Automate Mixing for Speed & Quality
- What is the purpose of keeping the drum rotating during transportation in a self loading concrete mixer? Ensure Quality & Consistency
- What are the features of mobile transporting in a self loading mixer? Boost On-Site Efficiency
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process







