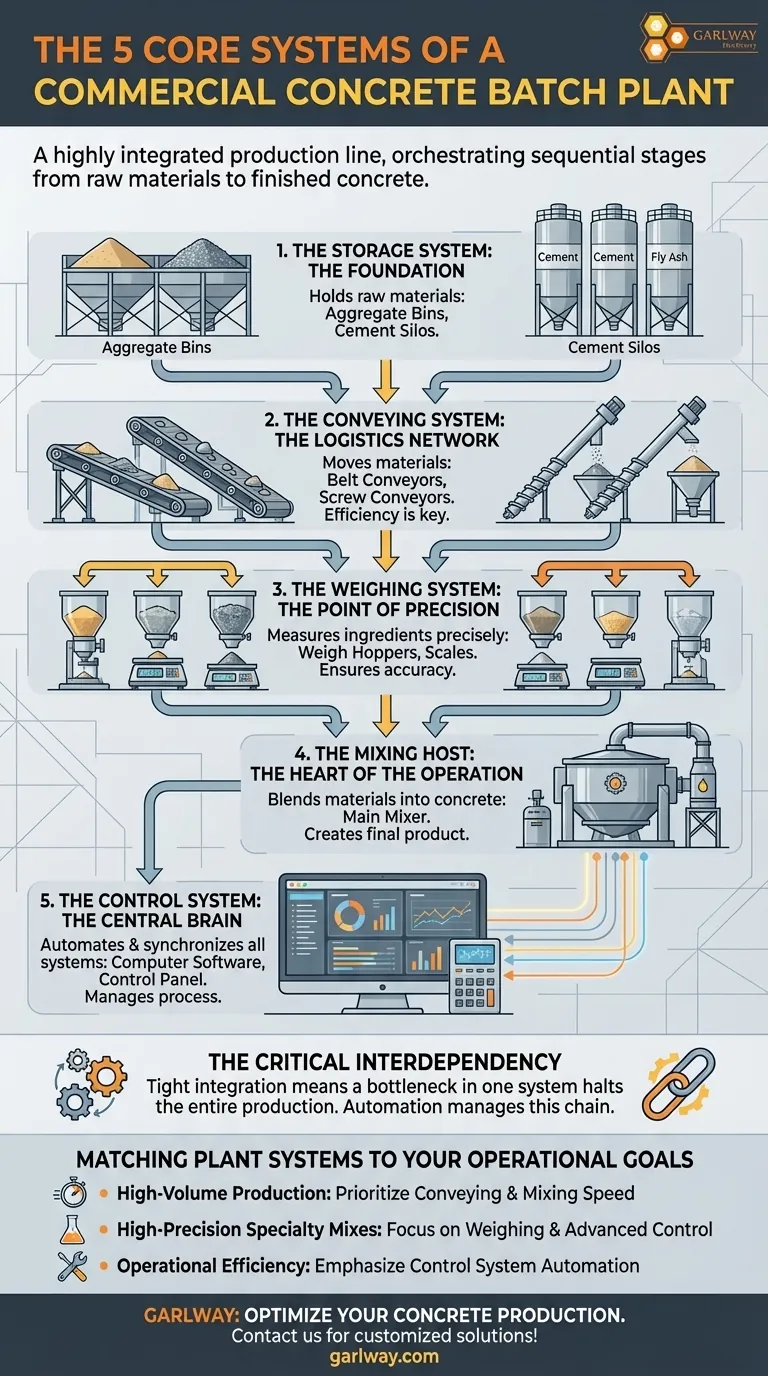
The five core systems of a commercial concrete batch plant are the material storage system, the material conveying system, the material weighing system, the mixing host, and the central control system. These components work in a precise, automated sequence to transform raw materials into finished concrete ready for transport.
A concrete batch plant operates as a highly integrated production line. The five main systems are not independent parts but are sequential stages, each feeding the next, all orchestrated by a central control system to ensure precision, speed, and consistency.

How the Five Systems Work in Concert
Think of a concrete batch plant as a large-scale industrial kitchen designed for a single recipe. Each system has a distinct role in moving from raw ingredients to a finished product, ensuring every batch meets exact specifications. The process flows logically from storage to final loading.
1. The Storage System: The Foundation
This is the starting point for all raw materials. Proper storage is critical for protecting materials from the elements and ensuring a continuous supply for production.
Key components include large aggregate bins for sand and gravel and vertical cement silos for storing cement, fly ash, and other powders.
2. The Conveying System: The Logistics Network
The conveying system is the plant's circulatory system, moving materials from storage to the weighing and mixing stages. Its efficiency directly impacts the plant's overall output speed.
This system typically uses belt conveyors to move aggregates and screw conveyors (augers) to transport cement and powders from silos. Automation here saves significant labor and time.
3. The Weighing System: The Point of Precision
This is where the recipe's accuracy is determined. The weighing system uses a series of weigh hoppers or scales to measure each material—aggregates, cement, water, and additives—to exact proportions.
Precision at this stage is non-negotiable. Inaccurate measurements can compromise the strength, durability, and workability of the final concrete product.
4. The Mixing Host: The Heart of the Operation
Once weighed, all materials are discharged into the mixing host, or the main mixer. This is the heart of the plant where the physical blending of ingredients into homogenous concrete occurs.
The mixer blends the components for a specified time until the required consistency is achieved. The resulting concrete is then ready for discharge.
5. The Control System: The Central Brain
The control system is the nerve center that manages and synchronizes all other systems. It automates the entire process, from conveying and weighing to mixing and unloading.
Modern control systems use computer software to allow a single operator to manage proportions, monitor operations, and ensure every batch is produced according to the pre-defined mix design.
The Critical Interdependency: Why System Integration Matters
The greatest operational risk in a concrete plant is not the failure of a single component, but the chain reaction that failure causes. The five systems are so tightly integrated that a bottleneck in one immediately halts the entire production line.
A Breakdown in Conveying
If a belt conveyor fails, the weighing hoppers and mixer sit idle, starved of aggregates. The entire plant stops, even though 90% of it is fully functional.
Inaccuracy in Weighing
A miscalibrated scale in the weighing system can ruin entire batches of concrete, wasting valuable materials and time. The control system may not be able to correct for a physical measurement error, making this a critical point of quality control.
The Role of the Control System
The control system is essential for managing this interdependency. It ensures materials are conveyed only when the weighing system is ready, and the mixer only starts when all ingredients are loaded correctly. This automation minimizes errors and maximizes throughput.
Matching Plant Systems to Your Operational Goals
The configuration and specifications of these five systems should be driven by your primary business objective.
- If your primary focus is high-volume production: Prioritize a high-speed, high-capacity conveying system and a large, efficient mixing host to maximize cubic meters per hour.
- If your primary focus is high-precision specialty mixes: Invest in a highly accurate weighing system and an advanced control system that allows for minute adjustments and complex, multi-ingredient recipes.
- If your primary focus is operational efficiency: Emphasize the automation capabilities of the control system to reduce labor costs, minimize material waste, and streamline the entire production workflow.
Understanding these five interconnected systems is the key to operating, managing, or specifying a successful concrete batch plant.
Summary Table:
| System | Primary Function | Key Components |
|---|---|---|
| Storage System | Holds raw materials | Aggregate bins, cement silos |
| Conveying System | Moves materials | Belt conveyors, screw conveyors |
| Weighing System | Measures ingredients precisely | Weigh hoppers, scales |
| Mixing Host | Blends materials into concrete | Main mixer |
| Control System | Automates & synchronizes all systems | Computer software, control panel |
Ready to optimize your concrete production?
GARLWAY specializes in designing and supplying high-performance concrete batching plants for construction companies and contractors globally. Our expertise ensures your plant's five core systems work in perfect harmony for maximum output, precision, and operational efficiency.
Contact GARLWAY today to discuss your project needs and get a customized solution!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- Why is the control of lighting important in the electrical system of a concrete mixing plant?
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project












