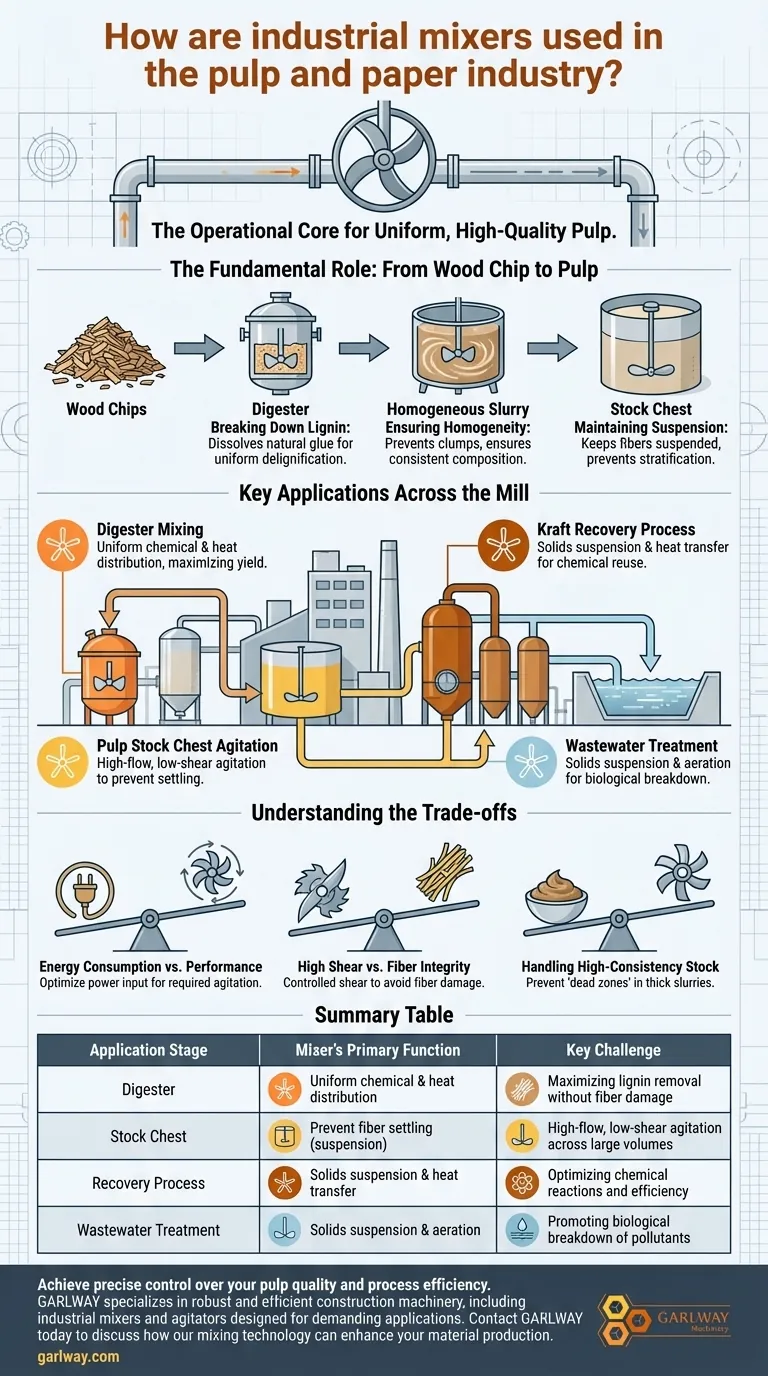
Industrial mixers are the operational core of the pulp and paper industry, responsible for transforming raw wood chips into a uniform, high-quality pulp slurry. They achieve this by ensuring the complete chemical breakdown of lignin and maintaining the homogeneity of the pulp stock at every critical stage of production.
The fundamental goal of mixing in papermaking is not simply to stir a substance, but to achieve precise control over the physical and chemical uniformity of the pulp slurry. This consistency is the single most important factor dictating final paper quality, process efficiency, and chemical usage.

The Fundamental Role of Mixing: From Wood Chip to Pulp
To appreciate the function of mixers, it's essential to understand the material they are working with. Pulp is not a simple liquid but a complex slurry of cellulose fibers suspended in water and chemicals.
Breaking Down Lignin
Lignin is the natural "glue" that binds cellulose fibers together, giving wood its rigidity. The primary goal of pulping is to dissolve and remove this lignin without damaging the valuable fibers.
Industrial mixers create the necessary agitation to ensure that cooking chemicals, like those used in the Kraft process, are thoroughly distributed, reaching every wood chip and fiber for efficient and uniform delignification.
Ensuring Slurry Homogeneity
An uneven mixture of pulp, water, and chemicals is detrimental to the final product. Non-uniform pulp leads to clumps, weak spots, and inconsistencies in paper thickness and strength.
Mixers create a homogeneous slurry, guaranteeing that every part of the mixture has the same consistency and chemical composition.
Maintaining Pulp Suspension
In large storage vessels called stock chests, pulp fibers will naturally settle and separate from the liquid, a process called stratification.
Agitators and mixers are in constant operation within these chests to keep the fibers suspended, ensuring a consistent, uniform stock is always ready to be fed to the next stage of the process.
Key Applications Across the Mill
Mixers are not a one-size-fits-all solution. Different designs are deployed at specific points in the production line, each tailored to a unique task.
Digester Mixing
The digester is where wood chips are cooked under pressure with chemicals to break down lignin. Mixers inside the digester circulate the cooking liquor, ensuring uniform temperature and chemical concentration throughout the vessel. This is critical for maximizing yield and pulp quality.
Pulp Stock Chest Agitation
These are large holding tanks that act as buffers between different process stages. Mixers here are designed for high-flow, low-shear agitation. Their job is to keep the entire volume of the chest in motion to prevent fibers from settling without damaging them.
The Kraft Recovery Process
After pulping, the spent cooking chemicals (known as "black liquor") are processed to recover valuable chemicals for reuse. Mixers are vital in the recovery boiler and associated tanks to ensure efficient chemical reactions, heat transfer, and solids suspension.
Wastewater Treatment
The effluent from a pulp mill contains residual solids and organic matter. In treatment basins, mixers are used to keep these solids suspended and, in some cases, to introduce oxygen (aeration) to promote the biological breakdown of pollutants.
Understanding the Trade-offs
Selecting and operating industrial mixers involves balancing competing engineering and economic priorities. The wrong choice can lead to inefficiency, high costs, or poor product quality.
Energy Consumption vs. Performance
Industrial mixers are powerful machines that consume a significant amount of energy. A key challenge is achieving the required level of agitation with the minimum possible power input. Over-mixing is wasteful, while under-mixing compromises the entire process.
High Shear vs. Fiber Integrity
Shear refers to the intensity of the mixing action. While high shear can blend materials quickly, it can also physically damage the delicate cellulose fibers. Damaged fibers result in weaker paper, so mixers must be designed to provide sufficient flow with controlled shear.
Handling High-Consistency Stock
As pulp is dewatered, its consistency (the percentage of fiber to water) increases dramatically. A thick, high-consistency stock is incredibly difficult to mix and can create "dead zones" in a tank where the material remains stagnant. This requires highly specialized mixer and impeller designs.
Making the Right Choice for Your Goal
The specific application dictates the ideal mixing strategy. Your process requirements should be the primary guide for mixer selection and operation.
- If your primary focus is delignification in the digester: You need a mixer that guarantees complete chemical contact and uniform heat distribution to maximize lignin removal without degrading fibers.
- If your primary focus is uniformity in a large stock chest: You need a high-flow, low-shear agitator designed specifically to prevent fiber settling and stratification across massive volumes.
- If your primary focus is chemical recovery or wastewater treatment: You need robust mixers engineered for solids suspension and heat transfer to optimize reaction rates and biological activity.
Ultimately, precise and reliable mixing is the invisible foundation upon which consistent, high-quality paper production is built.
Summary Table:
| Application Stage | Mixer's Primary Function | Key Challenge |
|---|---|---|
| Digester | Uniform chemical & heat distribution | Maximizing lignin removal without fiber damage |
| Stock Chest | Prevent fiber settling (suspension) | High-flow, low-shear agitation across large volumes |
| Recovery Process | Solids suspension & heat transfer | Optimizing chemical reactions and efficiency |
| Wastewater Treatment | Solids suspension & aeration | Promoting biological breakdown of pollutants |
Achieve precise control over your pulp quality and process efficiency. The right industrial mixer is critical for delignification, slurry homogeneity, and fiber integrity.
GARLWAY specializes in robust and efficient construction machinery, including industrial mixers and agitators designed for demanding applications. Our solutions help construction companies and contractors globally optimize their material processing for superior results and cost savings.
Contact GARLWAY today to discuss how our mixing technology can enhance your pulp and paper or construction material production.
Visual Guide
Related Products
- JZC1000 Industrial Concrete Mixer Machine Cement Mixer Price
- Commercial Construction Mixer Machine for Soil Cement Mixing Concrete
- Mini Cement Mortar Mixer Truck for Construction
- JDY350 Electric Hydraulic Mortar Mud Concrete Mixer
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- What are the different types of concrete mixer machines available? Choose the Right Mixer for Your Project
- What are the basic components of a concrete mixer machine? A Guide to Core Parts & Functions
- What types of materials can be processed in these mixers? Match Your Material to the Perfect Mixer
- What are the benefits of a concrete mixer machine? Boost Efficiency & Quality for Your Construction Projects
- What are the three main categories of industrial concrete mixers? Choose the Right Mixer for Your Plant



















