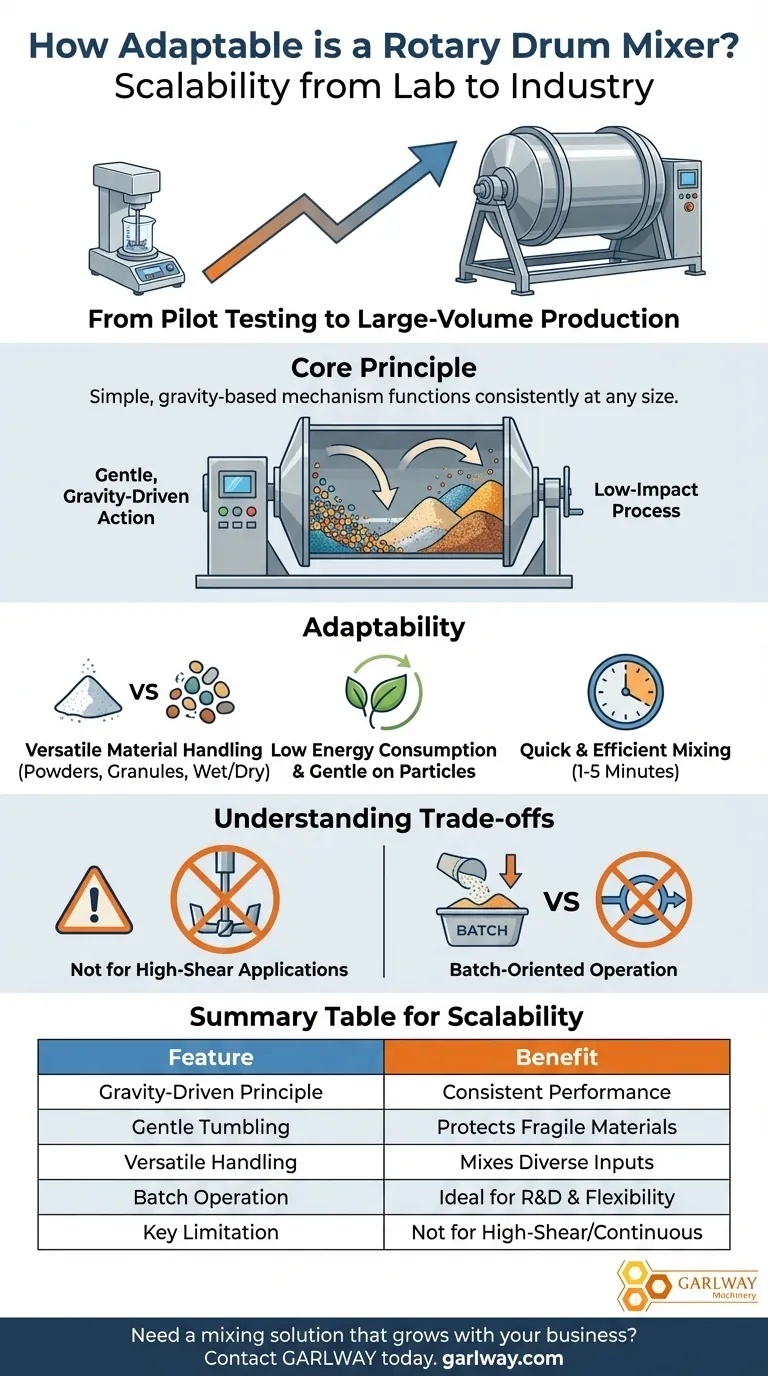
Ultimately, a rotary drum mixer is exceptionally adaptable to different production scales. This scalability is a core feature of its design, allowing it to serve effectively in applications ranging from small-scale laboratory and pilot testing to large-volume industrial production lines.
The adaptability of a rotary drum mixer stems from its simple, gravity-based mixing principle. This mechanism functions consistently and efficiently whether the drum is small or large, making it a reliable technology that can scale directly with your production needs.

The Core Principle of Scalable Mixing
The reason a rotary drum mixer scales so well lies in its fundamental mechanism. It doesn't rely on complex, high-energy components that need significant re-engineering for different volumes.
Gentle, Gravity-Driven Action
The system is based on the slow rotation of the vessel. This rotation lifts the material, which then gently tumbles and flows back down due to gravity. This low-impact process is the primary mixing force.
The Role of Vanes and Backflow
Internal vanes are carefully shaped and positioned to guide the material. As the product is gently spread, it creates a backflow, which combines with the tumbling motion to produce a homogenous mixture in a short time, typically 1 to 5 minutes.
Inherent Simplicity and Efficiency
Because the design leverages fundamental forces like gravity, the principle remains effective regardless of the drum's size. The process is also self-emptying, with the vanes gently pushing the product out, ensuring minimal waste and clean transitions between batches.
Adaptability Beyond Production Volume
True adaptability isn't just about handling different batch sizes. The rotary drum mixer's design provides flexibility across several operational parameters.
Versatility Across Material Types
This mixer is not limited to a single type of input. It is highly effective for mixing a wide range of materials, including powders, granules, and even fibrous materials. It can capably handle both wet and dry ingredients.
Consistency and Low Energy Use
The gentle, low-speed mechanism results in very low energy consumption. This efficiency is a consistent benefit, whether you are running a small lab unit or a full-scale industrial mixer. It preserves the integrity of fragile particles.
Understanding the Trade-offs
No single technology is perfect for every application. To make an informed decision, it's critical to understand the inherent limitations of this design.
Not Ideal for High-Shear Applications
The gentle tumbling action is a significant benefit for many materials, but it is not a high-shear process. It is not suitable for applications that require intense force, such as creating emulsions or breaking down tightly agglomerated particles.
Batch-Oriented by Nature
The described process of loading, mixing, and discharging is fundamentally a batch operation. If your production line requires a continuous, uninterrupted flow of mixed product, this design may not be the optimal fit without additional system engineering.
Potential Segregation with Diverse Particles
For mixtures containing particles of vastly different sizes or densities, the gentle, gravity-driven flow can sometimes lead to segregation. While effective for most applications, extremely dissimilar materials may require a different mixing dynamic.
Making the Right Choice for Your Operation
The decision to use a rotary drum mixer should be aligned with your specific production goals.
- If your primary focus is R&D and process development: Its direct scalability makes it an excellent choice, as lab-scale results can be reliably replicated in large-scale production.
- If your primary focus is handling fragile or sensitive materials: The gentle, low-energy mixing action is a key advantage, preserving particle structure at any batch size.
- If your primary focus is operational flexibility: Its ability to handle diverse materials (wet, dry, granules) and various batch sizes makes it a versatile asset for multi-product facilities.
The rotary drum mixer's design provides a reliable and consistent mixing solution that grows with your operational demands.
Summary Table:
| Feature | Benefit for Scalability |
|---|---|
| Gravity-Driven Principle | Consistent performance from small lab units to large industrial drums. |
| Gentle Tumbling Action | Protects fragile materials; energy-efficient at any scale. |
| Versatile Material Handling | Effectively mixes powders, granules, and wet/dry ingredients. |
| Batch Operation | Ideal for R&D and flexible, multi-product production lines. |
| Key Limitation | Not suitable for high-shear applications or continuous processes. |
Need a Mixing Solution That Grows With Your Business?
GARLWAY specializes in robust construction machinery, including concrete mixers and batching plants designed for scalability and efficiency. Whether you are a contractor managing multiple projects or a construction company scaling up production, our equipment delivers reliable, consistent performance.
Let us help you find the perfect mixer for your needs.
Contact GARLWAY today to discuss your project requirements and discover how our solutions can enhance your operational flexibility and productivity.
Visual Guide
Related Products
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Harbor Freight JS1500 On Site Concrete Mixing Volumetric Cement Mixer
- JS1000 Volumetric Concrete Mortar Mixer for Sale Skid Steer Cement Mixer
- Shaft Mixer Machine for Cement and Regular Concrete Mixing
People Also Ask
- What are the features of mobile transporting in a self loading mixer? Boost On-Site Efficiency
- How does the control system improve production efficiency in a self loading concrete mixer? Automate Mixing for Speed & Quality
- How should materials be loaded into a self-loading concrete mixer? Master the Step-by-Step Process
- What is the purpose of keeping the drum rotating during transportation in a self loading concrete mixer? Ensure Quality & Consistency
- What are the maintenance and durability characteristics of self-loading concrete mixers? Built for Rugged Job Sites







