Prioritizing safety when using wire rope hoists is essential for protecting operators, safeguarding valuable assets, and ensuring the overall productivity of your lifting operations. Because these machines handle heavy loads at significant heights, neglecting safety protocols introduces unacceptable risks of catastrophic failure, injury, and costly downtime.
The core principle is that safety is not a separate consideration but an integral part of a hoist's design and function. Understanding the specific safety mechanisms built into a wire rope hoist allows you to mitigate risks and transform a powerful tool into a reliable, efficient asset.

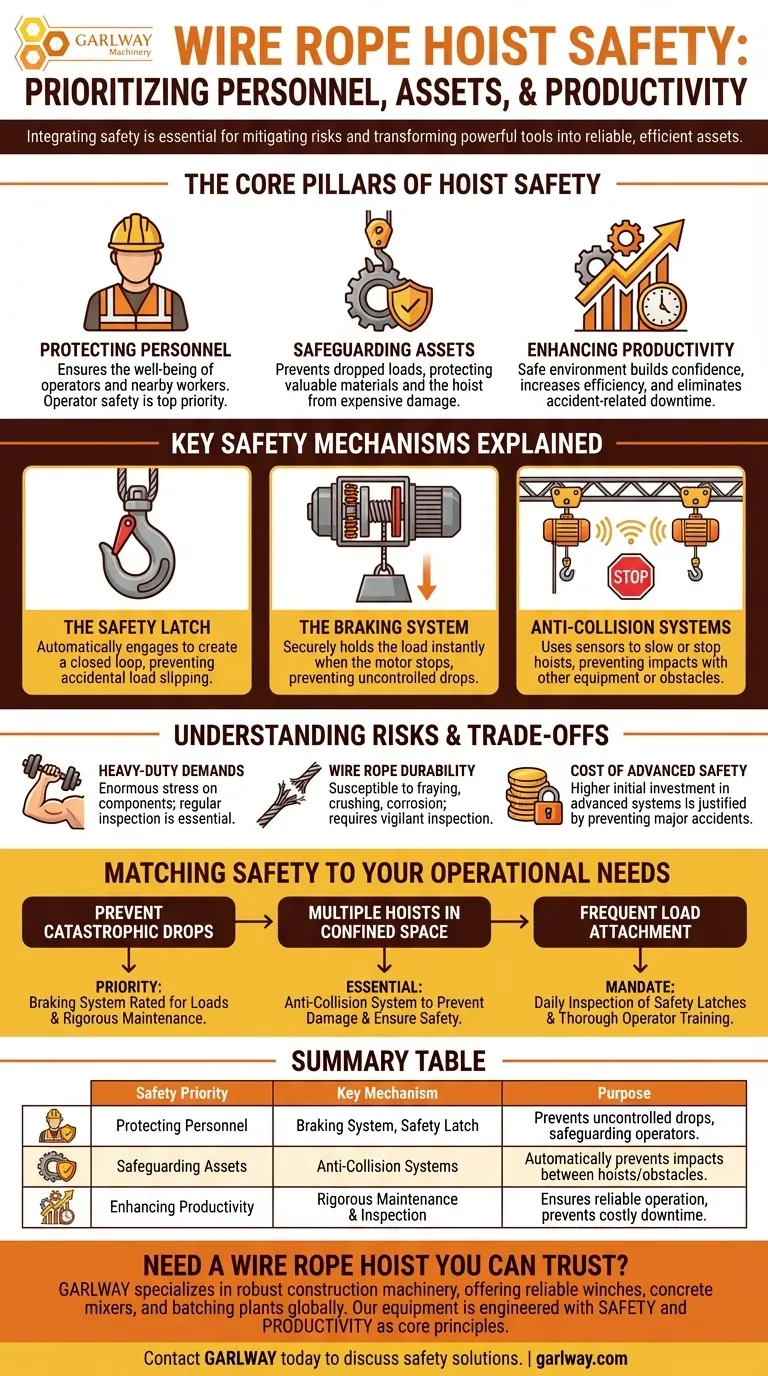
The Core Pillars of Hoist Safety
A commitment to safety creates a positive feedback loop. When operators feel secure and equipment is protected, the entire operation becomes more efficient and reliable.
Protecting Personnel
The primary goal of any safety program is to ensure the well-being of the people operating and working near the equipment. A single failure can have devastating consequences, making operator safety the top priority.
Safeguarding Assets and Equipment
A dropped load can destroy not only the material being lifted but also the hoist itself and any other equipment below. Proper safety features prevent accidents that lead to expensive damage and operational delays.
Enhancing Productivity
A safe working environment is a productive one. When operators trust their equipment, they can work with confidence and efficiency. Furthermore, preventing accidents eliminates the significant downtime required for investigations and repairs.
Key Safety Mechanisms Explained
Modern wire rope hoists are engineered with specific features designed to prevent the most common and dangerous types of failures.
The Safety Latch: Preventing Load Detachment
The safety latch is a simple but critical component on the hook. It automatically engages when a load is attached, creating a closed loop that prevents slings or attachments from accidentally slipping off the hook during movement.
The Braking System: Averting Uncontrolled Descents
A reliable braking system is arguably the most important safety feature. These systems, often using anti-friction designs, are engineered to securely hold the load the instant the motor stops, preventing sudden drops or uncontrolled lowering.
Anti-Collision Systems: Navigating Complex Environments
In facilities with multiple cranes or hoists, anti-collision systems are vital. They use sensors or proximity detectors to automatically slow or stop a hoist if it gets too close to another hoist or a fixed obstacle, preventing damaging impacts.
Understanding the Inherent Risks and Trade-offs
Wire rope hoists are designed for demanding tasks, but this capability comes with inherent risks and considerations that must be managed.
The Demands of Heavy-Duty Operation
These hoists are built for heavy loads and significant lifting heights. This power creates enormous stress on all components, meaning that regular inspection and maintenance are not just recommended—they are essential for safe operation.
Wire Rope Durability
While strong, wire ropes can be less durable than the chains used in other hoist types when exposed to certain harsh environments or improper use. They are susceptible to fraying, crushing, and corrosion, which requires vigilant inspection.
The Cost of Advanced Safety
Electric wire rope hoists, especially those with advanced safety features like anti-collision systems, represent a greater initial investment than simpler chain hoists. However, this cost is easily justified by the prevention of a single major accident.
Matching Safety Features to Your Operational Needs
Choosing and operating a hoist requires aligning its safety capabilities with the specific demands of your workplace.
- If your primary focus is preventing catastrophic load drops: Your priority must be the hoist's braking system, ensuring it is rated for your loads and subject to a rigorous maintenance schedule.
- If you operate multiple hoists in a confined space: An anti-collision system is an essential investment to prevent equipment damage and ensure operator safety.
- If your operation involves frequent load attachment: Mandate daily inspections of hook safety latches and provide thorough operator training on their correct function.
Ultimately, a deep understanding of these safety systems empowers you to maintain a secure and highly productive work environment.
Summary Table:
| Safety Priority | Key Mechanism | Purpose |
|---|---|---|
| Protecting Personnel | Braking System, Safety Latch | Prevents uncontrolled load drops and detachment, safeguarding operators. |
| Safeguarding Assets | Anti-Collision Systems | Automatically prevents impacts between hoists or with obstacles. |
| Enhancing Productivity | Rigorous Maintenance & Inspection | Ensures reliable operation and prevents costly downtime from accidents. |
Need a Wire Rope Hoist You Can Trust?
GARLWAY specializes in robust construction machinery, offering reliable winches, concrete mixers, and batching plants for construction companies and contractors globally. Our equipment is engineered with safety and productivity as core principles.
Contact GARLWAY today to discuss how our solutions can enhance the safety and efficiency of your lifting operations.
Visual Guide
Related Products
People Also Ask
- What are the main benefits of a boat anchor winch? Boost Safety & Efficiency for Your Vessel
- What are the key considerations for installing a windlass type anchor winch? Ensure a Flawless Gravity-Feed System
- What is the general user satisfaction with boat anchor winches? A Game-Changer for Boaters
- What are the operational differences between electric hoists and winches? A Guide to Safe Lifting vs. Pulling
- How does a boat anchor winch work? A Guide to Reliable Anchor Handling
