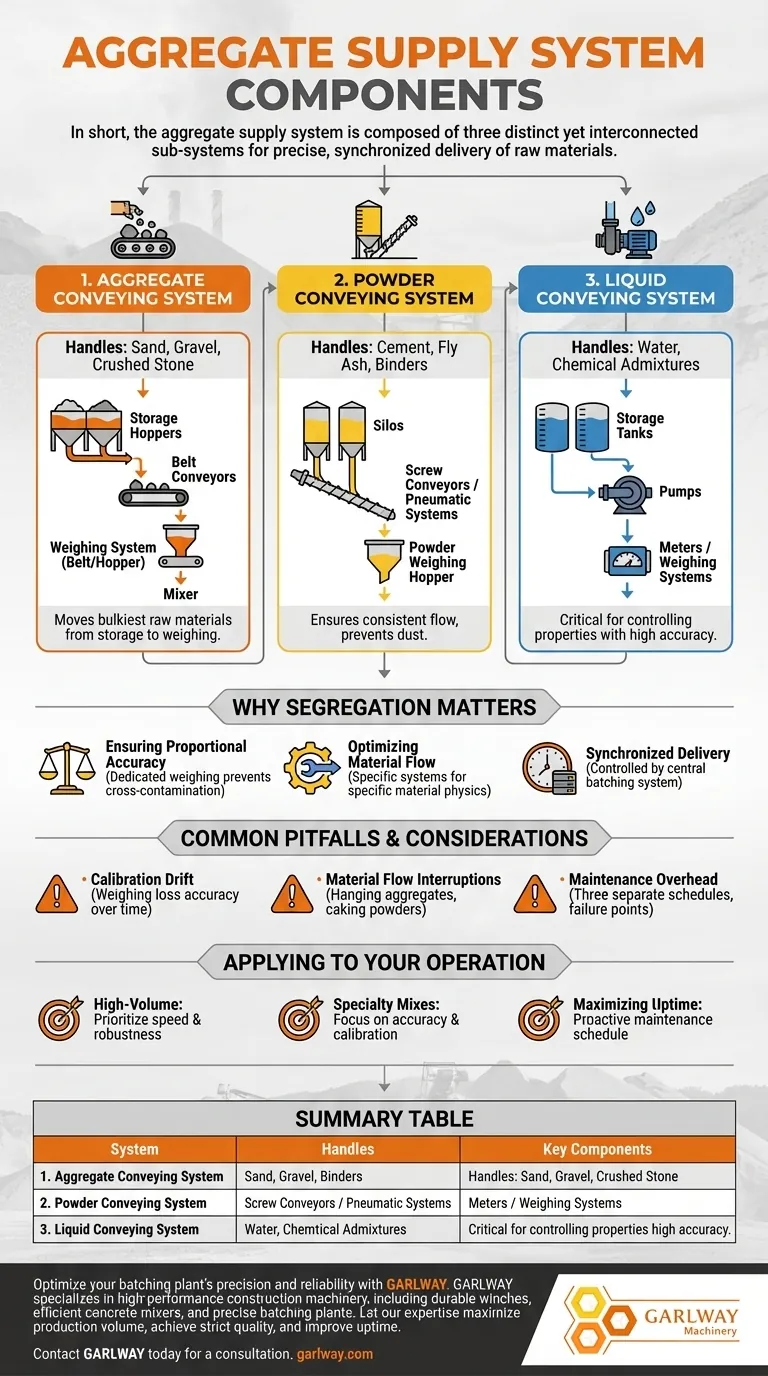
In short, the aggregate supply system is composed of three distinct yet interconnected sub-systems. These are the aggregate conveying system for materials like sand and gravel, the powder conveying system for cementitious materials, and the liquid conveying system for water and chemical admixtures.
The core principle of an aggregate supply system is not just movement, but the precise, synchronized delivery of raw materials. Each of the three main systems—aggregate, powder, and liquid—is designed to measure and transport a specific class of material to ensure a consistent final product.

The Three Core Systems Explained
To truly understand the system, we must look at the specific role each component plays. While they operate in parallel, their design is tailored to the unique properties of the materials they handle.
The Aggregate Conveying System
This system is responsible for moving the bulkiest raw materials: sand, gravel, and crushed stone. Its primary function is to transfer these aggregates from storage to a weighing system before they enter the mixer.
Key components often include storage hoppers to hold the materials, a weighing system (like a weighing belt or hopper) for accurate measurement, and belt conveyors to physically transport the aggregates.
The Powder Conveying System
The powder system handles fine, dry materials like cement, fly ash, and other binders. Due to the fine nature of these materials, preventing dust and ensuring consistent flow is critical.
This system typically uses silos for storage, screw conveyors (or pneumatic systems) to move the powder, and a dedicated powder weighing hopper for precise batching.
The Liquid Conveying System
This system manages the delivery of water and any liquid chemical admixtures, which are crucial for controlling the properties of the final mix. Accuracy here is paramount, as small variations can significantly impact quality.
It consists of storage tanks, pumps to create flow, and meters or weighing systems to ensure the exact required volume or weight of each liquid is added to the batch.
Why This Segregation Matters
Separating the supply into three distinct streams—aggregate, powder, and liquid—is fundamental to modern production control and quality assurance.
Ensuring Proportional Accuracy
Each system includes its own dedicated weighing or metering mechanism. This isolation prevents cross-contamination and allows for the highly accurate measurement of each raw material according to the specific recipe or mix design.
Optimizing Material Flow
Sand, cement, and water behave very differently. A belt conveyor is ideal for moving gravel but completely unsuitable for transporting water. Likewise, a screw conveyor is efficient for cement but would fail with large aggregates. Each system is optimized for the physics of its specific material.
Synchronized Delivery
The three systems are controlled by a central batching system that synchronizes their operation. It calls for specific weights and volumes from each and ensures they are all discharged into the main mixer at the correct time and in the proper sequence.
Common Pitfalls and Considerations
While effective, this multi-system approach has inherent complexities and potential points of failure that require attention.
Calibration Drift
The weighing and metering components in all three systems can lose accuracy over time due to wear or environmental factors. Regular calibration is not just recommended; it is essential for maintaining product quality.
Material Flow Interruptions
Aggregates can bridge or "hang up" in hoppers, especially if they are wet or improperly graded. Similarly, powders can cake in silos or clog screw conveyors if there is moisture ingress, leading to production stoppages.
Maintenance Overhead
Managing three separate conveying systems means three separate maintenance schedules. A failure in any single system—a broken belt, a clogged pump, or a seized screw conveyor—can bring the entire production line to a halt.
Applying This to Your Operation
Understanding these components allows you to diagnose issues and optimize performance based on your primary goal.
- If your primary focus is high-volume production: Your priority should be the robustness and speed of the aggregate belt conveyors and powder transport systems.
- If your primary focus is producing specialty or high-specification mixes: The accuracy and calibration of your weighing and metering systems for all three components are the most critical factors.
- If your primary focus is maximizing uptime and reliability: A proactive maintenance schedule that addresses the unique wear points of each conveying system is your key to success.
Ultimately, viewing the aggregate supply system as three coordinated parts is the first step toward mastering your production process.
Summary Table:
| System | Handles | Key Components |
|---|---|---|
| Aggregate Conveying | Sand, Gravel, Stone | Storage Hoppers, Belt Conveyors, Weighing System |
| Powder Conveying | Cement, Fly Ash | Silos, Screw Conveyors, Powder Weigh Hopper |
| Liquid Conveying | Water, Chemical Admixtures | Storage Tanks, Pumps, Meters/Weighing System |
Optimize your batching plant's precision and reliability with GARLWAY.
Understanding the three core systems is the first step; ensuring they work together flawlessly is where we excel. GARLWAY specializes in high-performance construction machinery, including durable winches, efficient concrete mixers, and precise batching plants designed for the demands of construction companies and contractors worldwide.
Let our expertise help you maximize production volume, achieve strict quality specifications, and improve operational uptime. Contact GARLWAY today for a consultation and discover the right equipment solutions for your project needs.
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- How does operator skill level affect concrete batching plant choice? Match Your Team to the Right Machine
- Why is proper maintenance important for a concrete batch mix plant? Maximize Uptime & Profitability
- What are the main components of a concrete mixing station? A Guide to Efficient Concrete Production
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project



















