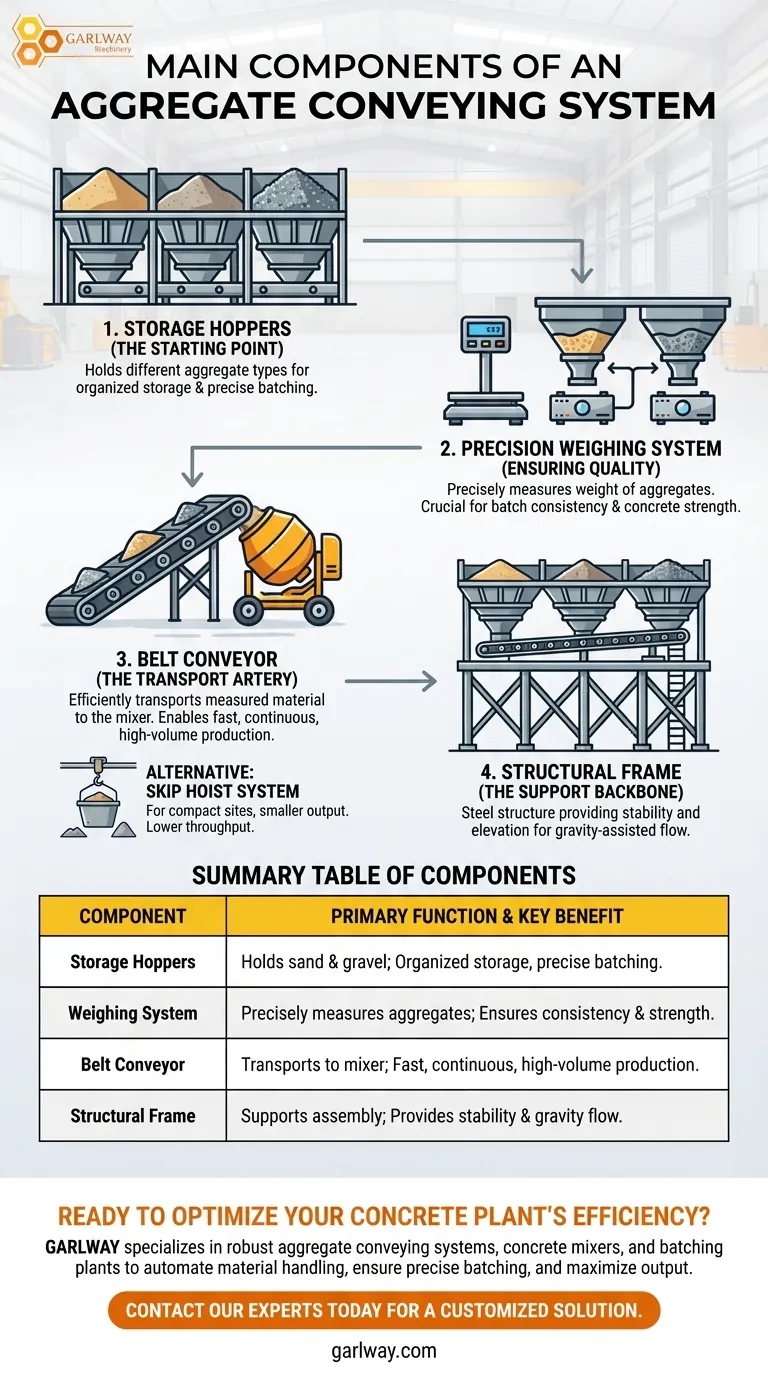
The primary components of an aggregate conveying system in a concrete mixing plant are the storage hoppers, a precision weighing system, and a belt conveyor. These elements are integrated into a structural frame that supports the entire assembly, working together to automatically and accurately feed sand and gravel into the mixer.
The aggregate conveying system is more than just a set of parts; it is the logistical backbone of a concrete plant, designed to automate the precise measurement and transfer of raw materials, which is fundamental to ensuring consistent concrete quality and operational efficiency.

The System's Role in Concrete Production
An aggregate conveying system is one of three critical material handling circuits in a modern concrete plant. The others are the powder system (for cement and fly ash) and the liquid system (for water and admixtures).
Purpose-Built for Automation
The core purpose of this system is to replace manual labor and reduce material transport time. By automating the flow of aggregates from storage to the mixer, it significantly improves the plant's overall working efficiency and output capacity.
Foundation of Quality Control
Concrete strength and consistency depend on a precise recipe. The conveying system's integrated weighing component ensures that the exact required amount of each aggregate is measured for every batch, eliminating guesswork and human error.
A Breakdown of Key Components
Each component in the system serves a distinct and vital function, from initial storage to final delivery into the mixer.
Storage Hoppers (The Starting Point)
Storage hoppers, also known as aggregate bins, are large containers that hold the different types of sand and gravel used in the concrete mix. Each hopper typically stores a specific material, allowing the system to draw the correct aggregate as needed.
The Weighing System (Ensuring Precision)
Located beneath the storage hoppers, the sand and gravel weighing system is arguably the most critical component for quality. This is usually a batching scale or a series of electronic load cells that precisely measure the weight of the aggregate released from the hoppers before it is transported.
Belt Conveyors (The Transport Artery)
Once the correct weight of aggregate is measured, it is discharged onto a belt conveyor. This conveyor acts as the main artery, efficiently moving the material, often up an incline, to deposit it directly into the plant's main mixer.
The Structural Frame (The Support Backbone)
The frame is the steel structure that supports the hoppers, weighing mechanisms, and the conveyor belt. It provides the necessary stability and elevation for gravity to assist in feeding materials from one stage to the next.
Common Pitfalls and Considerations
While belt conveyors are common, they are not the only option, and the choice has significant implications for a plant's layout and performance. The primary alternative is a skip hoist or hopper system.
Belt Conveyor Systems
These systems are ideal for large-scale, high-output operations. They offer continuous, fast material transport but require a larger physical footprint and typically involve a higher initial investment.
Skip Hoist (Hopper) Systems
A skip hoist uses a bucket-like container that is lifted vertically or on a steep rail to dump aggregate into the mixer. This design has a much smaller footprint, making it suitable for compact sites or smaller plants. However, its batch-style operation results in lower throughput compared to a continuous belt.
Making the Right Choice for Your Plant
Selecting the appropriate system depends entirely on the operational goals, site constraints, and production demands of the concrete plant.
- If your primary focus is high-volume, continuous production: A belt conveyor system is the superior choice for its speed and efficiency.
- If your primary focus is a compact footprint or lower initial cost: A skip hoist system provides a practical and cost-effective solution for smaller-scale operations.
- If your primary focus is unwavering quality control: Invest in a high-precision electronic weighing system, as this component is the key to batch consistency regardless of the transport method.
Understanding how these components function as a cohesive system is the first step toward optimizing your plant's efficiency and product quality.
Summary Table:
| Component | Primary Function | Key Benefit |
|---|---|---|
| Storage Hoppers | Holds different types of sand and gravel. | Organized material storage for precise batching. |
| Weighing System | Precisely measures the weight of aggregates. | Ensures batch consistency and concrete strength. |
| Belt Conveyor | Transports aggregate to the mixer. | Enables fast, continuous, high-volume production. |
| Structural Frame | Supports the entire assembly. | Provides stability and allows gravity-assisted flow. |
Ready to Optimize Your Concrete Plant's Efficiency?
GARLWAY specializes in construction machinery, offering robust and precise aggregate conveying systems, concrete mixers, and batching plants for construction companies and contractors globally. Our solutions are engineered to automate your material handling, ensure precise batching for consistent quality, and maximize your plant's output.
Contact our experts today for a customized solution that meets your production demands and site requirements.
Visual Guide
Related Products
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS90 Large Multiquip Concrete Mixers for Construction
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
People Also Ask
- What is the advantage of a mobile concrete batching plant? Achieve On-Site Production & Total Control
- How does operator skill level affect concrete batching plant choice? Match Your Team to the Right Machine
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What are the main components of a concrete mixing station? A Guide to Efficient Concrete Production



















