At its core, the material delivery system in a concrete batching plant is comprised of three distinct subsystems designed to handle aggregates, powders, and liquids. Each part is specifically engineered to transport its designated raw material efficiently from storage areas to the central weighing and mixing units, forming the logistical backbone of the entire production process.
The material delivery system acts as the plant's circulatory network. Its primary function is the reliable and controlled transport of all raw materials, a role that directly dictates the plant's overall productivity and the final consistency of the concrete.

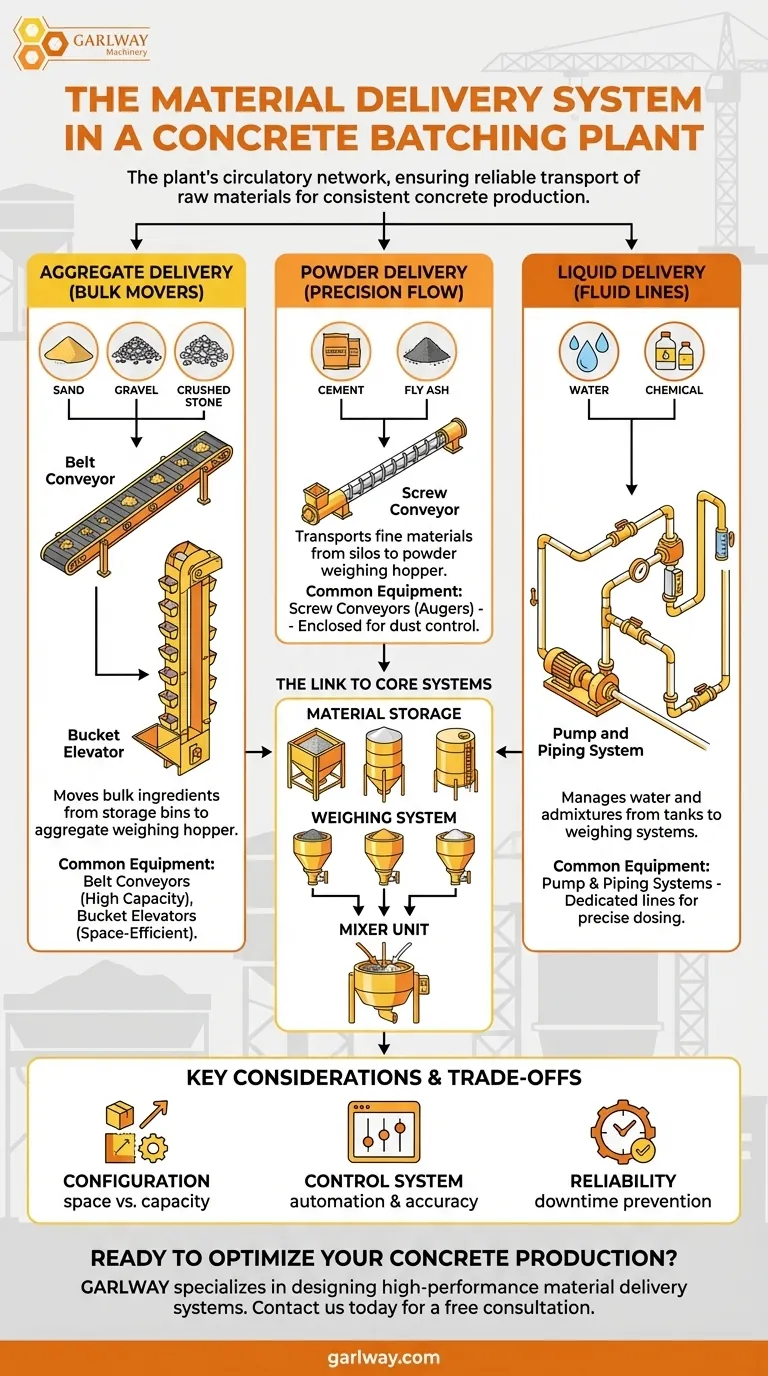
The Three Pillars of Material Delivery
The entire delivery process is segregated based on the physical properties of the materials. Aggregates, powders, and liquids each require specialized handling equipment to ensure they are moved without waste, contamination, or loss.
Aggregate Delivery (The Bulk Movers)
This system is responsible for moving the bulkiest ingredients: sand, gravel, and crushed stone. It transports these materials from the main storage bins to the aggregate weighing hopper.
The two most common methods are belt conveyors and bucket elevators. Belt conveyors are typically used for long-distance or inclined transport, while bucket elevators lift materials vertically, making them an excellent choice for plants with a smaller footprint.
Powder Delivery (The Precision Flow)
This system handles the fine, dry components like cement, fly ash, and other pozzolans. Its primary job is to move these materials from storage silos to the powder weighing hopper.
The most prevalent equipment here is the screw conveyor, also known as an auger. Its enclosed design is critical, as it prevents dust from escaping into the environment and protects the powder from moisture contamination while providing a controlled, steady flow.
Liquid Transportation (The Fluid Lines)
This system manages water and various chemical admixtures, moving them from tanks to their respective weighing systems.
This is accomplished using dedicated pump and piping systems. Critically, water and each chemical admixture typically have their own separate lines and pumps to prevent cross-contamination and ensure the precise dosing required for modern concrete mix designs.
How Delivery Connects to Other Core Systems
The delivery system does not operate in isolation. It is a vital link in a chain of operations, tightly integrated with the plant's storage, weighing, and control systems.
The Link to Material Storage
The delivery process begins at the storage units. Aggregate bins, cement silos, and liquid tanks are the starting points from which the conveyors, augers, and pumps draw their materials.
The Hand-off to the Weighing System
The delivery system's immediate goal is to feed the material weighing system. Conveyors and pumps are activated by the plant's control system to fill the corresponding weigh hoppers (for aggregate, powder, and liquid) to the exact weights specified by the mix design.
The Final Destination: The Mixer
Once the correct amount of each material is weighed, the delivery system's primary job is complete. The weighing hoppers then discharge their contents into the central mixer unit, where the components are blended into homogeneous concrete.
Understanding the Trade-offs and Key Considerations
The configuration of a material delivery system involves balancing efficiency, cost, and physical space. A failure in this system will bring all production to a halt.
System Configuration and Footprint
The choice between a belt conveyor and a bucket elevator for aggregates is a classic trade-off. Belt conveyors are known for their high capacity and reliability but require significant horizontal space. Bucket elevators are far more space-efficient but can involve more complex maintenance.
The Role of the Control System
The control system is the brain that directs the entire delivery operation. It tells each conveyor, pump, and auger when to start and stop to achieve the precise measurements in the weighing hoppers. The sophistication of this system determines the plant's level of automation and batching accuracy.
Reliability is Non-Negotiable
A breakdown of a single component—a torn belt, a clogged screw conveyor, or a failed pump—can stop the entire plant. Therefore, the durability and quality of the delivery system components are paramount to ensuring consistent and uninterrupted production.
Matching the System to Your Production Needs
Choosing the right configuration depends entirely on your operational goals.
- If your primary focus is high-volume production: A robust system with high-capacity belt conveyors for aggregates is essential to maintain a rapid and continuous throughput.
- If your primary focus is operating in a limited space: A plant design that utilizes vertical bucket elevators for aggregate transport will be the most effective use of your site's footprint.
- If your primary focus is producing diverse, high-precision mixes: A sophisticated control system integrated with precise screw conveyors and separate, dedicated pumps for each admixture is critical for achieving consistent accuracy.
Ultimately, viewing the delivery system as the arteries of your plant highlights its importance in achieving efficient, reliable, and high-quality concrete production.
Summary Table:
| Component | Function | Common Equipment |
|---|---|---|
| Aggregate Delivery | Moves sand, gravel, stone | Belt Conveyors, Bucket Elevators |
| Powder Delivery | Transports cement, fly ash | Screw Conveyors (Augers) |
| Liquid Delivery | Handles water & admixtures | Pump and Piping Systems |
Ready to Optimize Your Concrete Production?
The right material delivery system is the backbone of an efficient and profitable batching plant. GARLWAY specializes in designing and supplying high-performance concrete batching plants, including robust and reliable material delivery systems tailored to your specific needs—whether you prioritize high volume, a compact footprint, or precise mix designs.
Our experts can help you select the ideal configuration of conveyors, screw feeders, and pumps to maximize your productivity.
Contact us today for a free consultation and let us help you build a more efficient operation.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
People Also Ask
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What is a ready mix concrete batching plant? The Engine of Modern Construction









