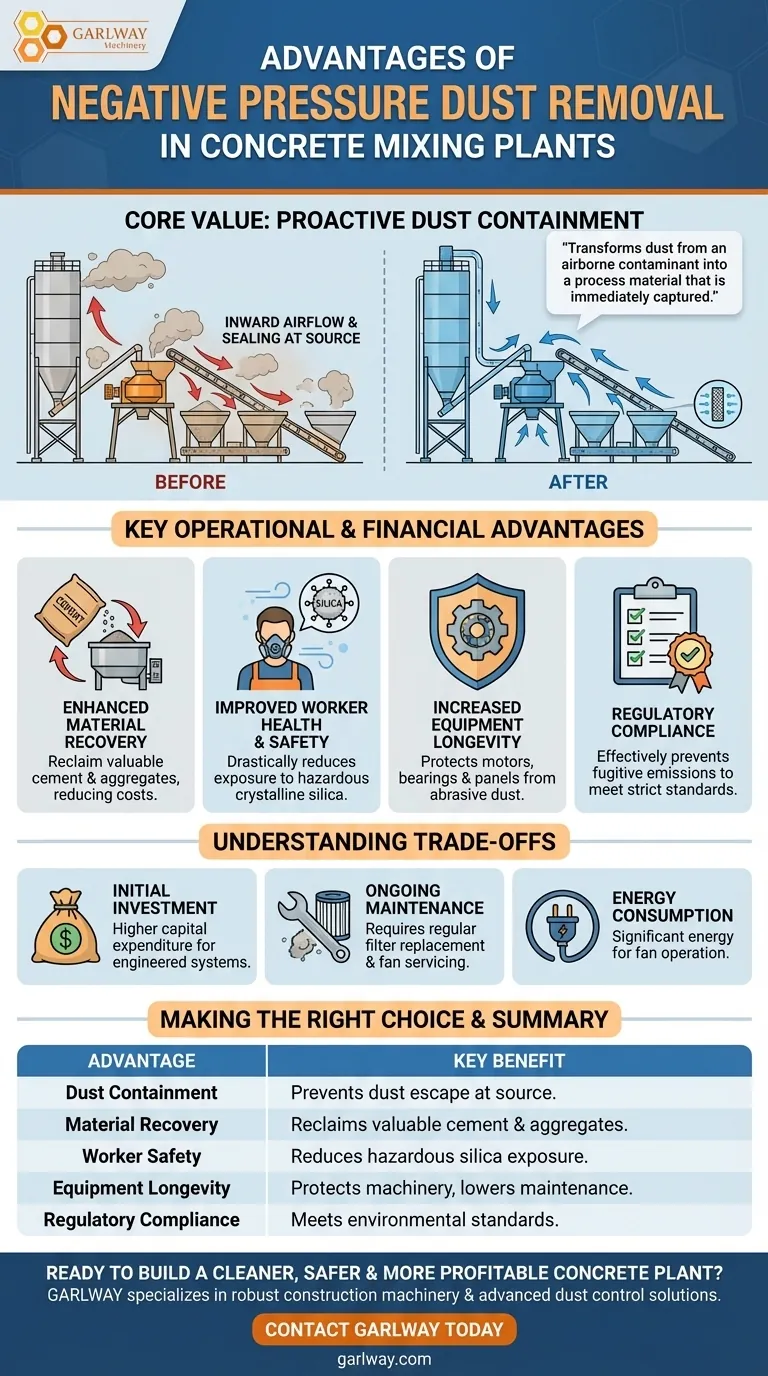
The primary advantage of a negative pressure dust removal system is its ability to proactively contain dust at its source rather than just cleaning it up after it has dispersed. By creating a lower atmospheric pressure inside the mixing and feeding equipment, the system generates a constant, inward flow of air, effectively preventing cement and aggregate dust from escaping into the plant and the surrounding environment.
The core value of a negative pressure system isn't just dust collection; it's dust containment. It transforms dust from an airborne contaminant that must be managed into a process material that is immediately captured and controlled, improving safety, compliance, and material efficiency.

How Negative Pressure Creates a Contained Environment
A negative pressure system works on a simple principle: air always moves from an area of higher pressure to an area of lower pressure. The system uses a powerful fan to pull air out of a sealed area, creating a slight vacuum.
The Fundamental Principle: Inward Airflow
By exhausting air from the mixer, weigh hoppers, and conveyor transfer points, the system ensures that any potential leak becomes an inflow point for clean air, not an outflow point for dust.
This principle guarantees that dust-laden air is constantly being drawn towards the collection filter rather than being pushed out into the work area.
Sealing the Dust at the Source
This method is exceptionally effective at critical dust generation points, such as when cement is discharged from a silo or when aggregates are dropped into the mixer.
The inward flow of air acts as an invisible barrier, capturing fugitive dust particles before they can become airborne and contaminate the plant.
Preventing Fugitive Emissions
"Fugitive emissions" are pollutants that escape from a system without being captured. A negative pressure system is the most effective engineering control for preventing this.
This proactive containment is crucial for meeting stringent environmental air quality regulations and maintaining good relationships with the surrounding community.
Key Operational and Financial Advantages
Beyond simple containment, this approach offers significant benefits that impact safety, efficiency, and your bottom line.
Enhanced Material Recovery
The dust collected by the system isn't just waste; it's valuable product—primarily cement and fine aggregates.
This collected material can often be reintroduced directly back into the production process, reducing raw material costs and minimizing waste disposal fees.
Improved Worker Health and Safety
Concrete dust contains respirable crystalline silica, a hazardous substance linked to serious health conditions.
By capturing dust at the source, a negative pressure system dramatically reduces worker exposure, helping you comply with occupational health standards (like OSHA regulations) and creating a safer workplace.
Increased Equipment Longevity
Airborne cement and aggregate dust is highly abrasive and can infiltrate motors, bearings, electrical panels, and other sensitive machinery.
Containing this dust reduces premature wear and tear on equipment, leading to lower maintenance costs, less unscheduled downtime, and a longer operational lifespan for your capital assets.
Understanding the Trade-offs
While highly effective, a negative pressure system is a significant investment with specific operational requirements.
Initial Investment Cost
Properly engineered negative pressure systems, including robust ductwork, high-efficiency baghouse filters, and powerful fans, require a higher initial capital expenditure compared to simpler solutions like water sprays.
Ongoing Maintenance Requirements
To remain effective, the system requires consistent maintenance. Filter bags must be inspected and replaced, pulse-jet cleaning systems must be functional, and fans need regular servicing.
Neglecting this maintenance will quickly degrade the system's performance, leading to a loss of negative pressure and a return of dust problems.
Energy Consumption
The large fan required to create and maintain negative pressure is a significant point of energy consumption. While material recovery can offset this cost, the direct electrical expense is a factor that must be included in any operational budget.
Making the Right Choice for Your Plant
A negative pressure dust removal system is a strategic investment in efficiency, safety, and compliance.
- If your primary focus is meeting strict environmental regulations: This system offers the most reliable method for preventing fugitive emissions and ensuring compliance.
- If your primary focus is worker safety and health: Proactively capturing silica dust at the source is the most effective way to protect your team and minimize long-term liability.
- If your primary focus is maximizing material efficiency: The ability to reclaim and reuse valuable cement dust provides a clear and calculable return on investment.
Investing in a well-designed negative pressure system is the definitive step toward running a cleaner, safer, and more profitable concrete plant.
Summary Table:
| Advantage | Key Benefit |
|---|---|
| Dust Containment | Prevents dust escape at the source with inward airflow. |
| Material Recovery | Reclaims valuable cement and aggregates, reducing costs. |
| Worker Safety | Reduces exposure to hazardous silica dust. |
| Equipment Longevity | Protects machinery from abrasive dust, lowering maintenance. |
| Regulatory Compliance | Effectively prevents fugitive emissions to meet standards. |
Ready to build a cleaner, safer, and more profitable concrete plant?
GARLWAY specializes in providing robust construction machinery, including advanced dust control solutions for concrete batching plants. Our expertise helps construction companies and contractors globally enhance operational efficiency and ensure compliance.
Contact GARLWAY today to discuss how a negative pressure dust removal system can benefit your specific operation.
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- When was the first concrete mixer developed and by whom? Discover the 1900 Breakthrough
- What is the difference between pan and planetary mixers? Choose the Right Mixer for Your Concrete Project
- What factors should be considered when choosing between volumetric and traditional mixers? Optimize Your Concrete Project Strategy
- What are the different types of mixers used in concrete plants? Choose the Right Mixer for Your Project



















