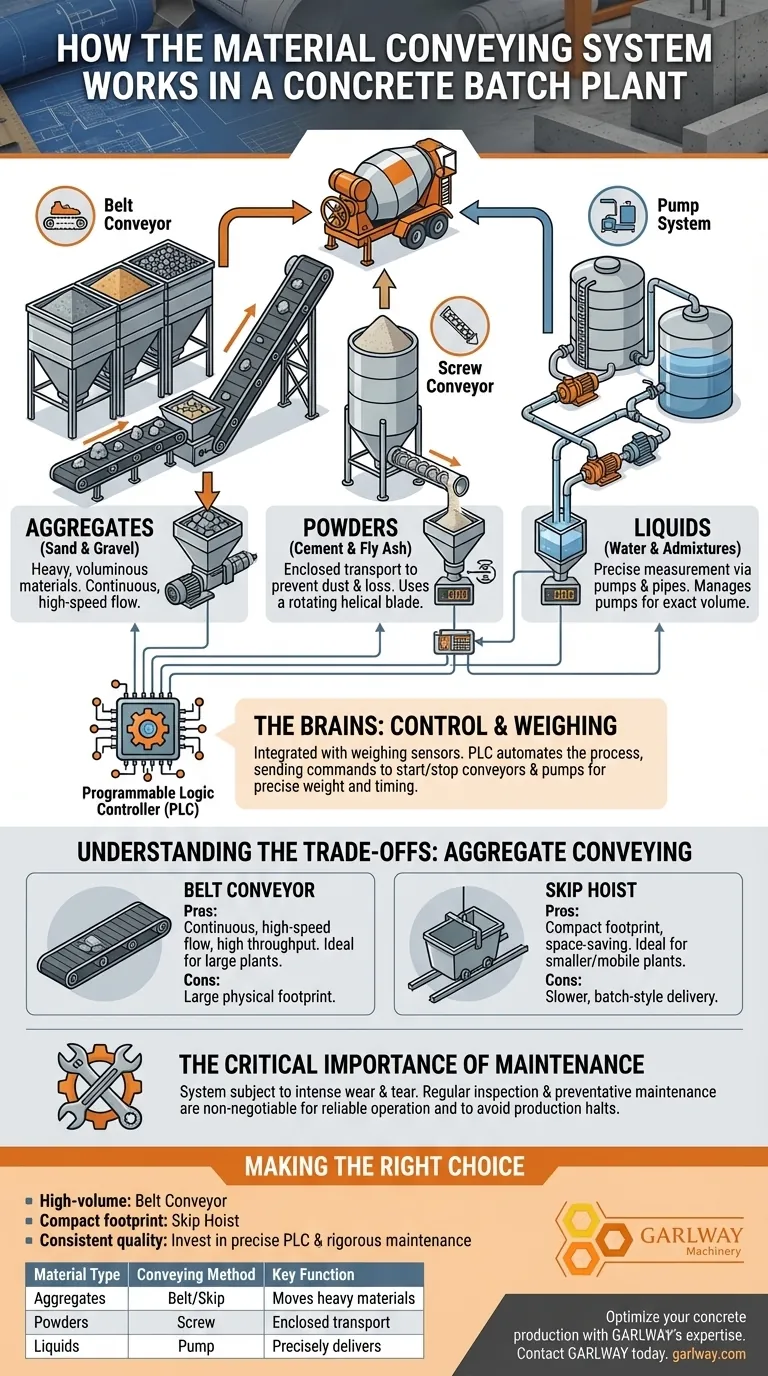
In a concrete batch plant, the material conveying system is not a single entity but a coordinated network of three specialized subsystems designed to move aggregates, powders, and liquids. Each material type is transported from storage to the weighing hoppers and finally to the mixer using a distinct method: belt conveyors for aggregates, screw conveyors for powders, and pumps for liquids.
The core function of the material conveying system is to automatically and precisely transport the correct weight of each raw material to the mixer at the right time. This is achieved by integrating specialized conveyors—belts, screws, and pumps—with a central control system that orchestrates the entire process for maximum efficiency and concrete quality.

The Three Pillars of Material Conveying
A concrete plant handles materials with vastly different physical properties. To do this effectively, the conveying system is divided into three parallel streams, each tailored to the material it transports.
Aggregates (Sand & Gravel): The Belt Conveyor
The heaviest and most voluminous components are the aggregates, like sand and gravel. These are typically moved using a belt conveyor.
Material is first released from large storage bins into weighing hoppers. Once the target weight is reached, the aggregates are discharged onto the main belt conveyor, which then transports them up to the mixer.
Powders (Cement & Fly Ash): The Screw Conveyor
Fine powders like cement and fly ash must be handled carefully to prevent dust and material loss. For this, plants use an enclosed screw conveyor.
This device uses a rotating helical blade (an auger) inside a tube to push the powder from a silo to a dedicated powder weighing hopper. This enclosed system is clean, efficient, and prevents contamination.
Liquids (Water & Admixtures): The Pump System
Water and chemical admixtures are liquids that require precise measurement. This is handled by a system of pumps and pipes.
Pumps draw the liquids from their respective storage tanks and deliver them to liquid weighing hoppers. The control system precisely manages the pumps to ensure the exact volume for the mix design is added.
The Brains of the Operation: Control and Weighing
The conveying system does not operate independently. It is tightly integrated with the plant's weighing and control systems to ensure the precision required for high-quality concrete.
Integrating Conveying with Weighing
The purpose of conveying is to fulfill the requirements of the weighing system. Each hopper is equipped with sensors or load cells that constantly measure the weight of the material inside.
The central control system activates a conveyor or pump to begin filling a hopper. It continuously monitors the weight and deactivates the conveyor the instant the pre-set target weight is achieved.
The Role of the PLC Control System
The entire sequence is automated and managed by a Programmable Logic Controller (PLC). This is the plant's central brain.
The PLC executes the specific mix recipe by sending commands to start and stop each conveyor and pump at the appropriate time. This automation eliminates human error, reduces cycle time, and ensures every batch is consistent.
Understanding the Trade-offs
While the three-part system is standard, there are variations and critical considerations that impact a plant's operation and efficiency.
Belt Conveyors vs. Skip Hoists for Aggregates
For moving aggregates to the mixer, the two most common methods are the belt conveyor and the skip hoist.
A belt conveyor offers a continuous, high-speed flow of material, making it ideal for large plants with high production demands. However, it requires a significant physical footprint.
A skip hoist uses a bucket that is winched up a rail to dump aggregates into the mixer. This design is much more compact and is often found in smaller, mobile, or budget-conscious plants, though its batch-style delivery is slower.
The Critical Importance of Maintenance
The conveying system is a collection of mechanical parts—motors, belts, bearings, and pumps—that are subject to intense wear and tear.
A failure in any single component, such as a torn belt or a seized screw conveyor motor, can bring the entire plant's production to a halt. Regular inspection and preventative maintenance are non-negotiable for reliable operation.
Making the Right Choice for Your Operation
The design of your material conveying system is fundamental to your plant's performance. Your decision should be guided by your primary operational goals.
- If your primary focus is high-volume, continuous production: A belt conveyor system for aggregates is the superior choice for its speed and throughput.
- If your primary focus is a compact footprint or lower initial cost: A skip hoist for aggregates offers a viable, space-saving alternative for smaller-scale operations.
- If your primary focus is consistent concrete quality: Invest in a precise PLC control system and a rigorous maintenance schedule, as these are critical for ensuring accurate material delivery regardless of the conveying method.
Ultimately, a well-designed and maintained material conveying system is the backbone of an efficient, reliable, and profitable concrete batch plant.
Summary Table:
| Material Type | Conveying Method | Key Function |
|---|---|---|
| Aggregates (Sand, Gravel) | Belt Conveyor / Skip Hoist | Moves heavy, bulky materials to the mixer |
| Powders (Cement, Fly Ash) | Screw Conveyor | Enclosed transport to prevent dust and loss |
| Liquids (Water, Admixtures) | Pump System | Precisely delivers liquids via pipes |
Optimize your concrete production with GARLWAY's expertise.
A reliable material conveying system is the backbone of an efficient batch plant. GARLWAY specializes in designing and supplying robust construction machinery, including concrete batching plants with precisely engineered conveying systems for aggregates, powders, and liquids. Whether you prioritize high-volume production with belt conveyors or a compact design with a skip hoist, our solutions are built for durability and consistent quality.
Let us help you build a more profitable operation. Contact GARLWAY today to discuss your specific needs!
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
People Also Ask
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
- What is the role of a concrete batching plant in the construction industry? Achieve Quality, Speed, and Cost Control
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What is a ready mix concrete batching plant? The Engine of Modern Construction



















