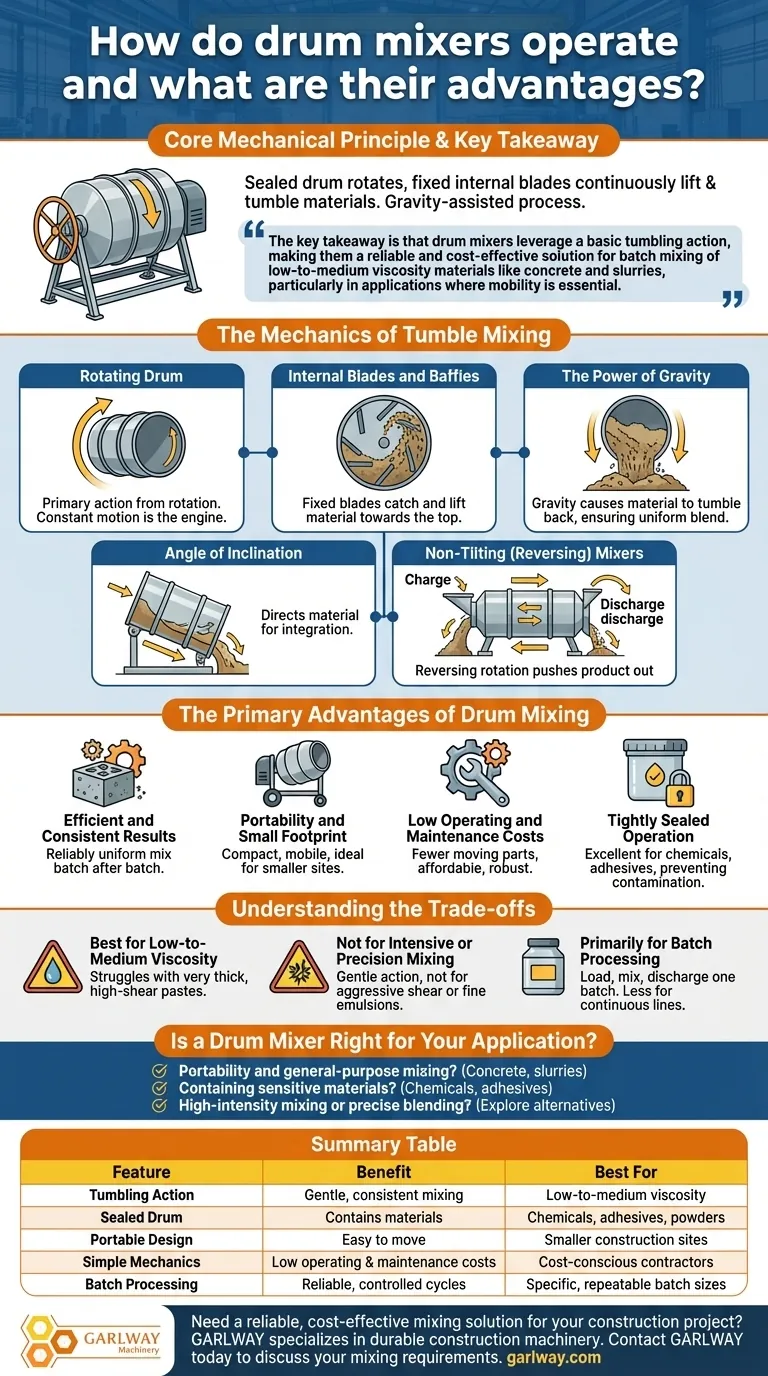
At its core, a drum mixer operates through a simple yet effective mechanical principle: a sealed drum rotates, causing fixed internal blades to continuously lift and tumble the materials inside. This gravity-assisted process is advantageous for its portability, efficiency with certain materials, and low operational cost.
The key takeaway is that drum mixers leverage a basic tumbling action, making them a reliable and cost-effective solution for batch mixing of low-to-medium viscosity materials like concrete and slurries, particularly in applications where mobility is essential.

The Mechanics of Tumble Mixing
Understanding how a drum mixer works reveals why it excels in specific applications. The process is a straightforward combination of rotation, lift, and gravity.
The Role of the Rotating Drum
The primary action comes from the rotation of the drum itself, typically along a horizontal or slightly inclined axis. This constant motion is the engine of the entire mixing process.
Internal Blades and Baffles
Fixed to the interior wall of the drum are blades or baffles. As the drum turns, these blades catch and lift the material, carrying it towards the top of the rotational arc.
The Power of Gravity
Once the lifted material reaches its peak, gravity takes over, causing it to fall back down and into the rest of the mixture. This continuous cycle of lifting and dropping is what ensures a uniform and consistent blend.
The Angle of Inclination
Many drum mixers are positioned at a specific angle. This inclination uses gravity to assist the mixing flow, directing materials to ensure the entire batch is integrated, which can reduce energy requirements.
Non-Tilting (Reversing) Mixers
A common design is the non-tilting, or reversing, drum mixer. These rotate on a horizontal axis with openings at both ends. Ingredients are added via a charge chute, and the mix is discharged from the opposite end. Once mixing is complete, the drum’s rotation is reversed, which uses the blade design to push the final product out the discharge chute.
The Primary Advantages of Drum Mixing
The simple design of a drum mixer leads directly to several key benefits that make it the preferred choice for many industries.
Efficient and Consistent Results
For its intended materials, the tumbling action is highly effective. It produces a reliably uniform mix batch after batch, making it ideal for standard applications like concrete mixing.
Portability and Small Footprint
Drum mixers are often compact and designed for mobility. This makes them perfectly suited for smaller construction sites or any scenario where equipment needs to be moved frequently.
Low Operating and Maintenance Costs
With fewer complex moving parts compared to other mixer types, drum mixers are generally more affordable to purchase, operate, and maintain. Their robust simplicity translates to high reliability.
Tightly Sealed Operation
Because the mixing occurs within a contained drum, they are excellent for handling chemicals, adhesives, or any material where preventing contamination or containing fumes is a priority.
Understanding the Trade-offs
No single tool is perfect for every job. Being an effective advisor means acknowledging where a drum mixer's strengths end and its limitations begin.
Best for Low-to-Medium Viscosity
The tumbling action relies on materials being able to flow and fall. Drum mixers excel with materials like cement, powders, slurries, and adhesives but struggle with very thick, high-viscosity pastes that require high shear force to blend.
Not for Intensive or Precision Mixing
If your application demands aggressive, high-shear mixing or extremely precise homogenization, a drum mixer is not the right choice. Its action is gentle and may not break down agglomerates or create fine emulsions effectively.
Primarily for Batch Processing
Drum mixers are inherently batch-oriented machines. You load, mix, and discharge one batch at a time. This makes them less suitable for continuous production lines that require a constant, uninterrupted flow of mixed material.
Is a Drum Mixer Right for Your Application?
Choosing the correct mixer depends entirely on your material, your process, and your operational goals.
- If your primary focus is portability and general-purpose mixing: A drum mixer is an excellent, cost-effective choice for job sites needing to mix materials like concrete or slurries.
- If your primary focus is containing sensitive materials or preventing contamination: The sealed nature of a drum mixer makes it a strong contender for mixing chemicals or adhesives in a batch process.
- If your primary focus is high-intensity mixing or precise blending: You should explore alternative mixer types, as a drum mixer's gentle tumbling action will not provide the necessary shear force.
By matching the tool's core function to your specific need, you ensure an efficient, reliable, and cost-effective outcome.
Summary Table:
| Feature | Benefit | Best For |
|---|---|---|
| Tumbling Action | Gentle, consistent mixing | Low-to-medium viscosity materials like concrete and slurries |
| Sealed Drum | Contains materials, prevents contamination | Chemicals, adhesives, dusty powders |
| Portable Design | Easy to move between job sites | Smaller construction sites, mobile operations |
| Simple Mechanics | Low operating and maintenance costs | Cost-conscious contractors and companies |
| Batch Processing | Reliable, controlled mixing cycles | Projects requiring specific, repeatable batch sizes |
Need a reliable, cost-effective mixing solution for your construction project?
GARLWAY specializes in providing durable and efficient construction machinery, including concrete mixers and batching plants, for contractors and construction companies worldwide. Our drum mixers are designed for portability and consistent performance on your job site.
Contact GARLWAY today to discuss your mixing requirements and find the perfect equipment to enhance your project's efficiency and profitability.
Visual Guide
Related Products
- Concrete Cement Mixer Machine Drum Mixer for Construction
- Belle Mixer Drum Self Loading Mortar Mixers JS3000
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Portable Ready Mix Concrete Mixer Equipment
- JZC400 Mobile Small Concrete Mixer Cement Mixer Machine
People Also Ask
- How do cement mixers enhance safety on construction sites? Reduce Strain, Hazards, and Accidents
- What are the two broad types of concrete mixers? Choose the Right Mixer for Your Project
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What is the average lifespan of a concrete mixer? Maximize Your Equipment's Lifespan & ROI



















