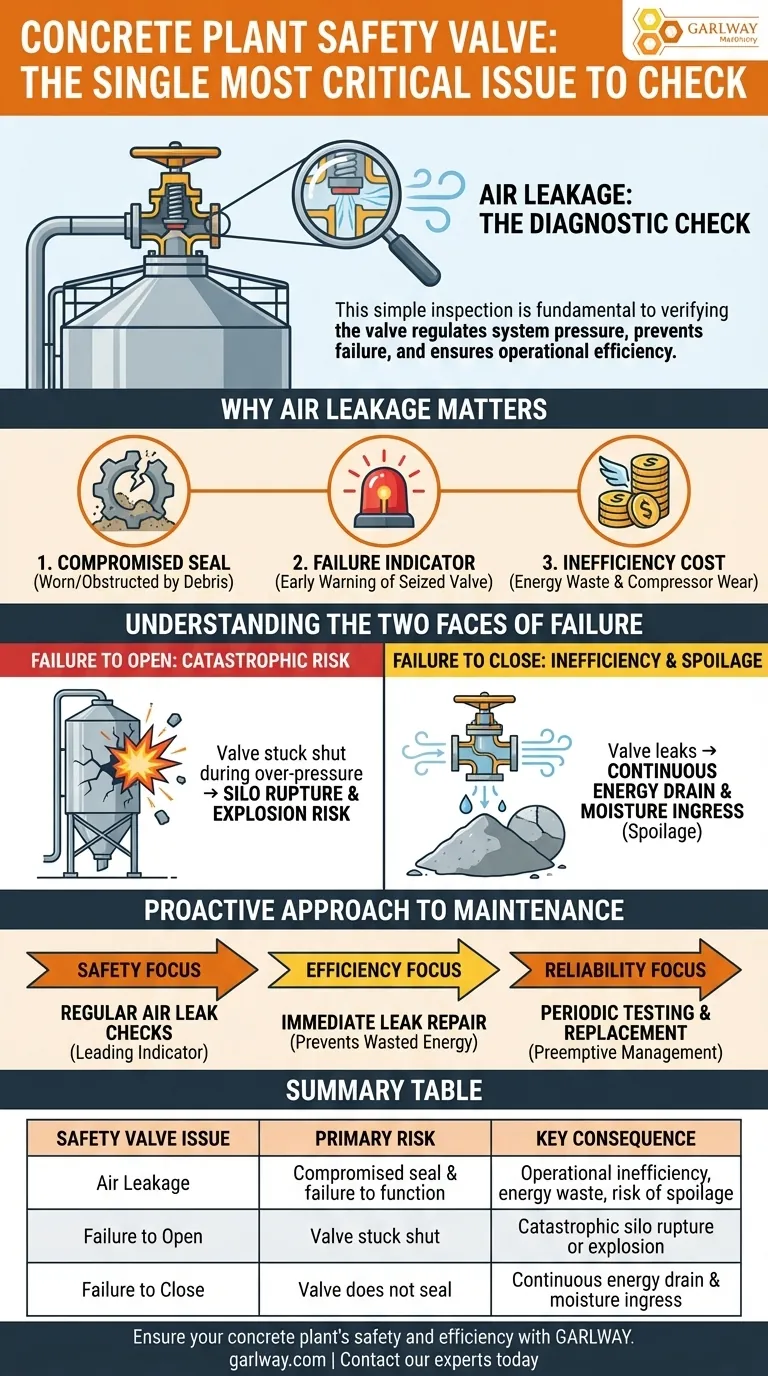
The single most critical issue to check on the safety valve of a concrete mixing plant is air leakage. This simple inspection is fundamental to verifying that the valve can properly regulate system pressure, ensuring it will function correctly during an over-pressure event and preventing operational inefficiencies.
A safety valve is not just a component; it is the final line of defense for pressurized systems like cement silos. Checking for air leakage is a simple diagnostic that confirms its readiness to prevent catastrophic failure while also safeguarding the efficiency of your pneumatic systems.

The Critical Role of the Safety Valve
A safety valve, also known as a pressure relief valve (PRV), serves a purpose that is simple but absolutely essential. Its job is to automatically open and vent pressure when it exceeds a predetermined safety limit.
Protecting Against Over-Pressurization
The primary function is to prevent a catastrophic failure. In a concrete plant, pneumatic systems are used to convey materials like cement powder into silos. If the silo's dust collection system becomes clogged, pressure can build rapidly during filling.
The safety valve is the mechanical failsafe designed to release this pressure before it can damage or rupture the silo structure.
The Key System: Cement Silos
While other pressurized systems exist, the cement silo is the most common and critical application for a safety valve in a concrete plant. The integrity of this entire structure depends on the valve's ability to function instantly and correctly.
Maintaining Operational Pressure
Proper function is not just about opening in an emergency. The valve must also remain perfectly sealed during normal operation. A leaking valve bleeds pressure, forcing air compressors to run more frequently, which wastes energy and increases operational costs.
Diagnosing the Problem: Why Air Leakage Matters
Detecting an air leak is not just about fixing a minor hiss; it is about recognizing a symptom of a potentially serious underlying condition.
A Sign of a Compromised Seal
Air leakage indicates that the valve's internal seal or seating surface is damaged, worn, or obstructed. In a concrete plant, the culprit is often hardened cement dust or other debris preventing the valve from closing completely.
An Indicator of Potential Failure
A leaky valve is an unreliable valve. The same problem causing the small leak could easily cause the valve to seize, preventing it from opening fully under a true over-pressure condition. The leak is your early warning sign that the component is compromised.
The Hidden Cost of Inefficiency
A persistent air leak represents a direct financial drain. It creates a continuous demand on your air compressors, leading to higher electricity consumption, increased wear on the compressor, and reduced performance of the pneumatic conveying system.
Understanding the Two Faces of Failure
A safety valve failure can manifest in two distinct ways, each with its own set of consequences for your operation. Understanding both is key to appreciating the importance of maintenance.
Failure to Open: The Catastrophic Risk
This is the most dangerous scenario. If the valve is stuck shut due to corrosion or debris, and an over-pressure event occurs, the silo itself becomes the point of failure.
This can lead to the silo rupturing, causing structural collapse, massive material loss, and a significant risk to personnel from both the structural failure and the potential for a dust explosion.
Failure to Close: The Inefficiency and Spoilage Risk
This is what a constant air leak represents. The valve is, in effect, partially failed in the open position.
Beyond the energy waste, this constant airflow can introduce moist atmospheric air into the silo. This moisture can cause the cement powder to hydrate and harden, leading to spoilage and significant material blockages.
A Proactive Approach to Safety Valve Maintenance
Your maintenance strategy should be driven by the dual goals of ensuring absolute safety and maximizing operational efficiency. Regular checks are simple, fast, and have a high return on investment.
- If your primary focus is operational safety: A regular, scheduled check for air leakage is non-negotiable, as this is a leading indicator of a valve that may fail during an emergency.
- If your primary focus is plant efficiency: Detecting and fixing air leaks immediately prevents wasted energy from your air compressors and ensures optimal performance of pneumatic conveying systems.
- If your primary focus is long-term reliability: Implement a program of periodic valve testing and replacement based on manufacturer guidelines, rather than waiting for a leak to appear, to preemptively manage component wear.
Ultimately, treating the safety valve as a critical safety device, not just another component, is fundamental to running a safe and profitable concrete plant.
Summary Table:
| Safety Valve Issue | Primary Risk | Key Consequence |
|---|---|---|
| Air Leakage | Indicates a compromised seal and potential failure to function. | Operational inefficiency, energy waste, and risk of material spoilage. |
| Failure to Open | Valve is stuck shut during an over-pressure event. | Risk of catastrophic silo rupture or explosion. |
| Failure to Close | Valve does not seal properly after an event or during normal operation. | Continuous energy drain and potential moisture ingress into cement. |
Ensure your concrete plant's safety and efficiency with GARLWAY.
A faulty safety valve is more than a minor issue—it's a direct threat to your personnel, equipment, and profitability. GARLWAY specializes in providing robust construction machinery and components, including reliable solutions for concrete batching plants. Our expertise helps construction companies and contractors globally maintain peak operational safety and minimize costly downtime.
Don't wait for a warning sign to become a major failure. Contact our experts today to discuss your plant's needs and discover how GARLWAY can support your operation with durable, high-performance equipment.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
People Also Ask
- What is a ready mix concrete batching plant? The Engine of Modern Construction
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the name of the machine used in ready mix? Unpacking the Complete Concrete System
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- How does ready-mix work? A Guide to Efficient, High-Quality Concrete Delivery
















