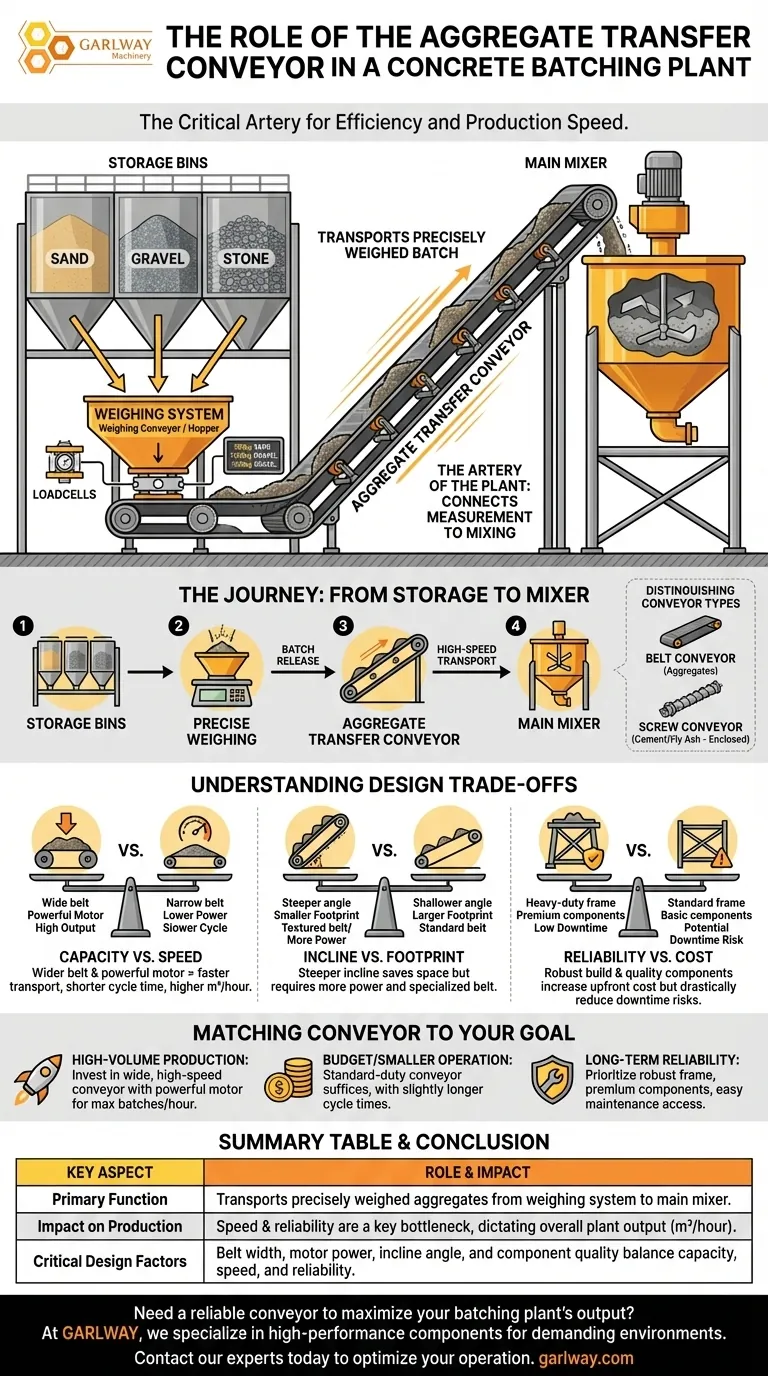
In short, the aggregate transfer conveyor is the critical link responsible for moving precisely weighed sand, gravel, and stone from the weighing system up into the main mixer of a concrete batching plant. Its primary role is transport, but its speed and reliability directly dictate the plant's overall production speed and efficiency.
The aggregate transfer conveyor should not be viewed as a simple mover, but as the artery of the batching plant. It connects the precise measurement of aggregates with the final mixing process, and its performance is a key bottleneck that governs the entire operation's output.

The Journey of an Aggregate: From Storage to Mixer
To fully grasp the conveyor's role, you must see it as one stage in a carefully orchestrated sequence. The entire process is designed for precision, consistency, and speed.
The Starting Point: Storage Bins
Aggregates like sand and different-sized gravel are first held in large storage units known as hoppers or bins. Each bin holds a specific type of material, keeping them separate before the batching process begins.
The Critical Step: Precise Weighing
From the storage bins, the aggregates are released onto a weighing conveyor or into a weighing hopper. This component is equipped with highly accurate sensors called loadcells.
The plant's control system calls for a specific recipe, and the weighing system ensures the exact weight of each aggregate is measured out. This step is fundamental to the quality and strength of the final concrete.
The Role of the Transfer Conveyor
Once the correct weight of the aggregate batch has been measured, the aggregate transfer conveyor takes over. Its sole job is to transport this complete, pre-weighed batch from the weighing system to the plant's main mixer.
This is typically a belt-style conveyor, often angled upwards to feed a mixer that is elevated above the ground.
Distinguishing Conveyor Types
It's important to note that different materials require different transport methods. While a belt conveyor is ideal for moving aggregates, fine powders like cement and fly ash are moved from their silos to the mixer using an enclosed screw conveyor to prevent dust and material loss.
Understanding the Trade-offs
The design and specifications of the aggregate transfer conveyor are not arbitrary. They represent critical engineering decisions that impact the entire plant's performance.
Capacity vs. Speed
The width of the belt and the power of its motor determine the conveyor's carrying capacity. A higher-capacity conveyor can move the aggregate batch to the mixer faster, shortening the overall cycle time and increasing the plant's output in cubic meters per hour.
Incline vs. Footprint
The physical layout of the plant dictates the conveyor's length and angle of incline. A steeper incline can save valuable ground space but requires a more powerful motor and a textured belt to prevent material from rolling back.
Reliability vs. Cost
The conveyor is a constant point of mechanical motion and wear. Investing in a heavy-duty frame, a durable belt, and high-quality motors and reducers increases upfront cost but drastically reduces the risk of downtime. A conveyor failure stops all production instantly.
Matching the Conveyor to Your Goal
The right conveyor system depends entirely on the operational priorities of the concrete plant.
- If your primary focus is high-volume production: You must invest in a wide, high-speed conveyor with a powerful motor that can feed the mixer without delay, maximizing batches per hour.
- If your primary focus is budget or a smaller operation: A standard-duty conveyor will suffice, but you must accept a slightly longer cycle time between batches.
- If your primary focus is long-term reliability: Prioritize a robust frame, premium brand-name components (motors, reducers), and a design that allows for easy maintenance access to minimize costly downtime.
Ultimately, the aggregate transfer conveyor is the functional link that transforms carefully measured ingredients into a batch ready for mixing.
Summary Table:
| Key Aspect | Role & Impact |
|---|---|
| Primary Function | Transports precisely weighed aggregates (sand, gravel) from the weighing system to the main mixer. |
| Impact on Production | Its speed and reliability are a key bottleneck, directly dictating the plant's overall output (m³/hour). |
| Critical Design Factors | Belt width, motor power, incline angle, and component quality balance capacity, speed, and long-term reliability. |
Need a reliable conveyor to maximize your batching plant's output?
At GARLWAY, we specialize in designing and manufacturing high-performance components for construction machinery, including robust aggregate transfer conveyors built for demanding production environments. We help construction companies and contractors globally achieve greater efficiency and minimize downtime.
Contact our experts today to discuss how we can optimize your concrete batching operation with the right equipment.
Visual Guide
Related Products
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- HZS35 Small Cement Concrete Mixing Batch Plant
- HZS90 Large Multiquip Concrete Mixers for Construction
- JW1000 Mobile Cement Mixer Concrete Mixer Truck and Batching Plant
People Also Ask
- What are the two main categories of concrete batching plants? Choose the Right Plant for Your Project
- What are the advantages and disadvantages of concrete batching plants? Maximize Quality & Efficiency
- What is the process of producing concrete in a concrete plant? Achieve Precision and Quality for Your Construction Projects
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What is the core component of a concrete batching plant? The Mixer Unit Defines Your Concrete Quality









