At its core, a concrete mixing plant's material weighing system is comprised of three distinct sub-systems. These are responsible for accurately measuring aggregates (sand and stone), powders (cement and fly ash), and liquids (water and admixtures). This system is the single most critical component for controlling both the final quality of the concrete and the overall cost of production.
The weighing system is not just a set of scales; it is the plant's central control point for precision. Understanding its components and the different weighing methodologies—driven by plant capacity—is essential for guaranteeing consistent, high-quality concrete output.

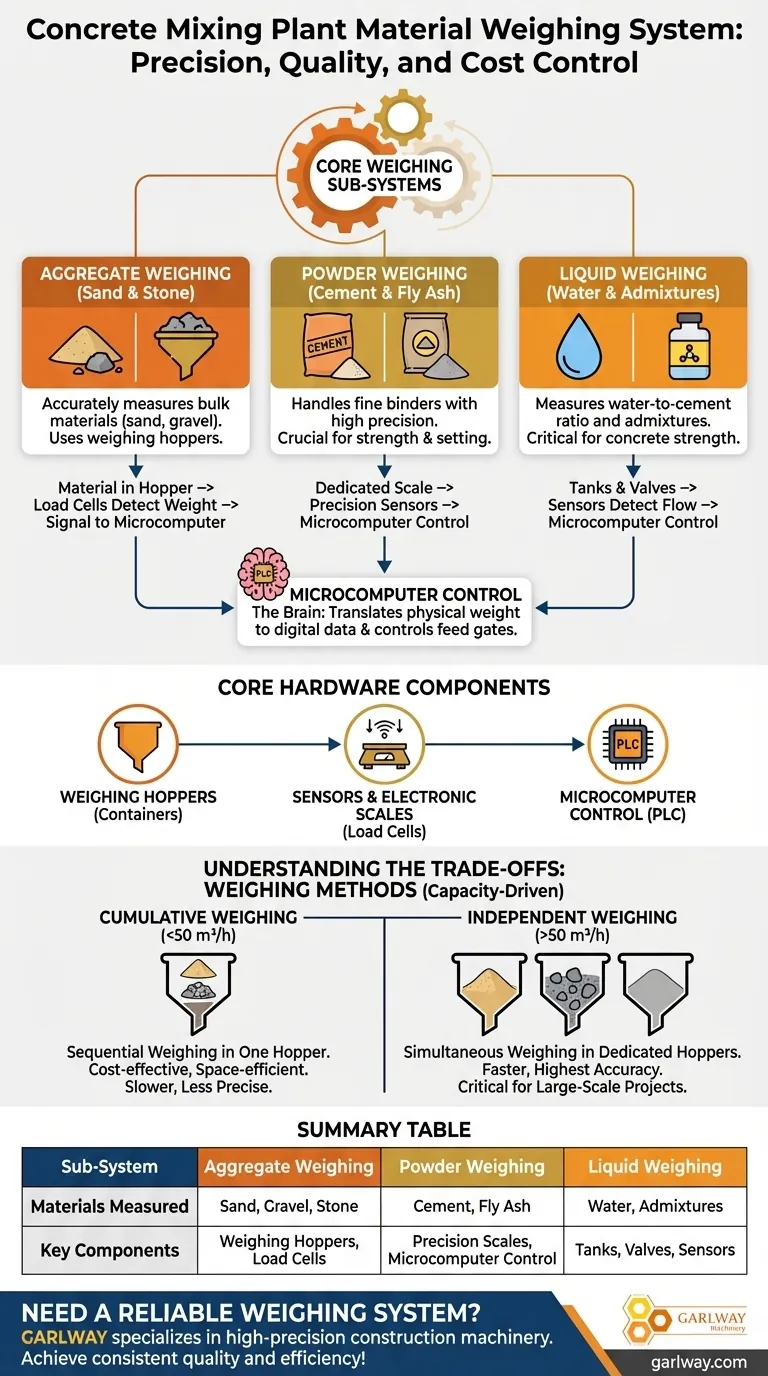
The Three Pillars of Concrete Weighing
The entire system is designed to precisely measure each core ingredient type before it enters the mixer. Each sub-system is tailored to the unique physical properties of the materials it handles.
Aggregate Weighing (Sand & Stone)
Aggregates form the bulk of the concrete mix. This system typically uses one or more weighing hoppers to hold and measure the various types of sand and gravel required for a specific batch design.
Powder Weighing (Cement & Fly Ash)
This system handles the fine powders that act as binders in the concrete. Due to their low tolerance for error, powders like cement and fly ash are weighed with high precision to ensure the correct strength and setting properties.
Liquid Weighing (Water & Admixtures)
The final part of the system measures water and any liquid chemical admixtures. The water-to-cement ratio is a critical factor in concrete strength, demanding extremely accurate measurement from this sub-system.
Core Hardware and Control
While the system is divided by material type, it relies on a consistent set of hardware components to function. These components work together to translate physical weight into digital data for precise control.
Weighing Hoppers
These are the physical containers where materials are held during the measurement process. Each sub-system—aggregate, powder, and liquid—has its own specially designed hopper or tank.
Sensors and Electronic Scales
The weighing hoppers are mounted on high-precision sensors (load cells). These sensors detect the weight of the material in the hopper and convert it into an electrical signal.
Microcomputer Control
This is the brain of the operation. The signals from the sensors are sent to a microcomputer or PLC (Programmable Logic Controller), which closes the feed gates or valves once the target weight for each material is reached.
Understanding the Trade-offs: Weighing Methods
The configuration of the weighing system is not universal; it directly corresponds to the production capacity and precision requirements of the plant. This leads to two distinct methods.
Cumulative Weighing (For Smaller Plants)
In plants with a capacity under 50 cubic meters per hour, a cumulative (or superimposed) method is common. Here, multiple aggregates are weighed sequentially in the same hopper, adding one on top of the other until the total target weight is met.
This method requires fewer hoppers and sensors, making it more cost-effective and space-efficient. However, it can be slower and slightly less precise than independent weighing.
Independent Weighing (For High-Capacity Plants)
For larger plants producing over 50 cubic meters per hour, independent weighing is the standard. In this setup, each individual material is weighed simultaneously in its own dedicated hopper.
This parallel process is significantly faster and offers the highest degree of accuracy, as each ingredient is measured separately. This precision is critical for large-scale projects where quality control is paramount.
Making the Right Choice for Your Goal
The design of the weighing system directly impacts operational efficiency, cost, and the quality of the end product. Your selection should be guided by the primary goal of your operation.
- If your primary focus is maximum precision and high-volume output: An independent weighing system with dedicated scales for each material is the only viable choice.
- If your primary focus is cost-effectiveness for smaller, less demanding projects: A cumulative weighing system provides a reliable and economical solution.
- If your primary focus is consistent quality control across all projects: The microcomputer control system is the most critical element, ensuring that target weights are hit precisely regardless of the weighing method used.
Ultimately, a properly specified material weighing system is the foundation for producing reliable, high-quality concrete every single time.
Summary Table:
| Sub-System | Materials Measured | Key Components |
|---|---|---|
| Aggregate Weighing | Sand, Gravel, Stone | Weighing Hoppers, Load Cells |
| Powder Weighing | Cement, Fly Ash | Precision Scales, Microcomputer Control |
| Liquid Weighing | Water, Admixtures | Tanks, Valves, Sensors |
Need a reliable weighing system for your concrete batching plant? GARLWAY specializes in high-precision construction machinery, including winches, concrete mixers, and batching plants tailored for contractors and construction companies worldwide. Let us help you achieve consistent quality and efficiency—contact our experts today to discuss your project requirements!
Visual Guide
Related Products
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS180 Ready Mix Concrete Plant for Foundations with Sand and Cement
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
People Also Ask
- What are the different power sources for concrete mixers? Choose the Right Power for Your Project
- What should be checked during the visual inspection of a concrete mixer? Ensure Safety and Prevent Downtime
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What are the main types of concrete mixers? A Guide to Batch, Continuous & More
- What are the main types of concrete mixers mentioned? Find the Perfect Mixer for Your Project



















