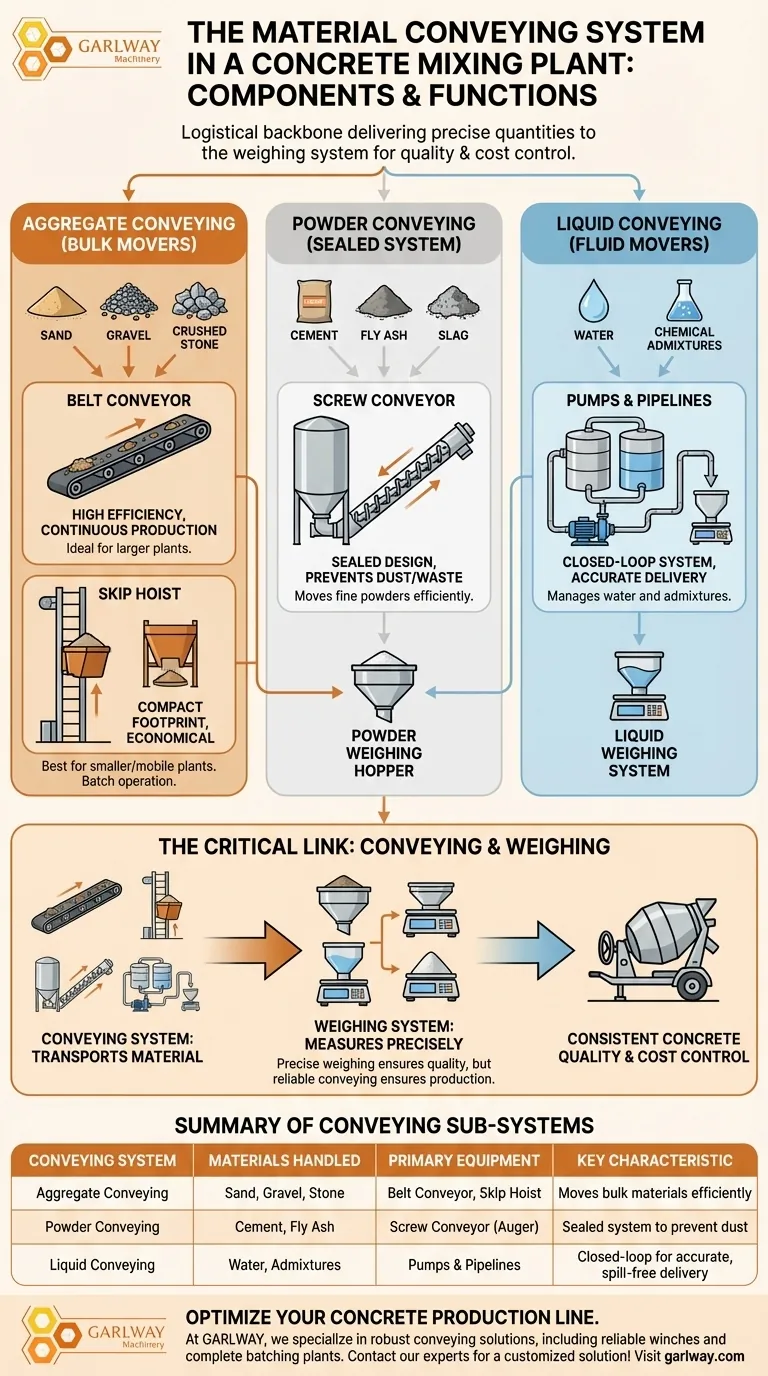
At its core, the material conveying system in a concrete mixing plant is divided into three distinct sub-systems based on the type of material being moved. These are aggregate conveying for sand and gravel, powder conveying for cementitious materials, and liquid conveying for water and chemical admixtures. Each system uses specialized equipment to ensure materials are moved efficiently and cleanly from storage to the weighing and mixing stages.
The purpose of the conveying system isn't just to move materials, but to deliver the precise, required quantities to the weighing system. It is the logistical backbone that directly feeds the components responsible for concrete quality and cost control.

Deconstructing the Three Conveying Sub-Systems
A concrete plant handles materials in vastly different physical states—solids, powders, and liquids. The conveying system is therefore a set of three parallel, purpose-built systems operating in concert.
Aggregate Conveying (The Bulk Movers)
This system is responsible for moving the bulkiest ingredients: sand, gravel, and crushed stone. The two primary methods used are belt conveyors and skip hoists.
A belt conveyor is a continuous rubber belt that transports aggregates from the storage bins to the weighing hopper. It is favored in larger plants for its high efficiency and ability to support continuous production, saving significant labor and time.
A skip hoist or hopper lift uses a bucket that is lifted along an inclined or vertical track to dump aggregates into the weighing system. This method requires a smaller footprint and is often more economical for smaller or mobile concrete plants.
Powder Conveying (The Sealed System)
This system handles fine powders like cement, fly ash, and slag. The primary goal is to move these materials without creating dust or losing product to the environment.
The standard piece of equipment for this task is the screw conveyor. It uses a rotating helical blade (an auger) inside a sealed tube to push the powder from the silo to the powder weighing hopper. This enclosed design is critical for preventing contamination and material waste.
Liquid Conveying (The Fluid Movers)
This system manages water and any liquid chemical admixtures. It is typically the simplest of the three systems.
Pumps and pipelines are used to move water and admixtures from their respective storage tanks to the liquid weighing system. This is a closed-loop system that ensures accurate, spill-free delivery directly into the measurement hoppers or directly into the mixer after weighing.
The Critical Link: Conveying and Weighing
While often discussed together, the conveying and weighing systems perform two different, sequential functions. Understanding this relationship is key to understanding plant operations.
Conveying Feeds, Weighing Measures
The sole job of the conveying system is to transport material. The material weighing system is the key component that measures it. The conveyor delivers aggregates, powders, and liquids to their respective weighing hoppers.
Impact on Concrete Quality and Cost
The weighing system is where concrete quality is defined. Modern plants use highly accurate electronic scales and microcomputer controls to ensure every batch has the exact proportions specified in the mix design.
However, a precise weighing system is useless if the conveying system cannot deliver materials reliably. A slow belt, a clogged screw conveyor, or a faulty pump directly impacts production time and can halt operations entirely, driving up costs.
Understanding the Trade-offs
Choosing the right conveying components involves balancing efficiency, cost, and the physical constraints of the plant site.
Belt Conveyor vs. Skip Hoist
The most significant choice is in the aggregate conveying system.
A belt conveyor offers high throughput and supports continuous, automated operation. However, it has a larger footprint and a higher initial investment cost.
A skip hoist is significantly more compact and less expensive upfront. Its trade-off is a lower conveying speed and a batch-style operation, which can limit the plant's maximum hourly output.
System Integration and Reliability
The entire plant is only as strong as its weakest link. A failure in any part of the conveying system—a torn belt, a burned-out pump motor, a jammed auger—stops all production. Therefore, the reliability and maintenance of these components are just as critical as the precision of the weighing system itself.
Matching the System to Your Plant's Needs
Your operational goals should dictate the design of your material conveying system.
- If your primary focus is high-volume, continuous production: A belt conveyor system for aggregates is essential for its unmatched efficiency and throughput.
- If your primary focus is a compact footprint or lower initial cost: A skip hoist system for aggregates offers a practical and economical solution for smaller or mobile plant setups.
- If your primary focus is consistent concrete quality: Ensure your conveying systems are seamlessly integrated with an independent, electronic weighing system for precise measurement of all components.
Ultimately, an effective conveying system is the one that reliably and efficiently delivers the right materials to the right place for precise measurement.
Summary Table:
| Conveying System | Materials Handled | Primary Equipment | Key Characteristic |
|---|---|---|---|
| Aggregate Conveying | Sand, Gravel, Stone | Belt Conveyor, Skip Hoist | Moves bulk materials efficiently |
| Powder Conveying | Cement, Fly Ash | Screw Conveyor (Auger) | Sealed system to prevent dust |
| Liquid Conveying | Water, Admixtures | Pumps & Pipelines | Closed-loop for accurate, spill-free delivery |
Ready to optimize your concrete production line? The right material conveying system is the backbone of an efficient and profitable plant. At GARLWAY, we specialize in designing and supplying robust conveying solutions—including reliable winches, concrete mixers, and complete batching plants—for construction companies and contractors worldwide. Let our expertise help you achieve precise batching, reduce downtime, and maximize your output. Contact our experts today for a customized solution!
Visual Guide
Related Products
- Construction Products Concrete Plant Machine Mixing Concrete Mixer
- HZS35 Small Cement Concrete Mixing Batch Plant
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- How should contractors choose the type of concrete mixer for a project? Match Mixer to Job for Optimal Quality & Efficiency
- What factors should be considered when choosing between volumetric and traditional mixers? Optimize Your Concrete Project Strategy
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- What is the difference between pan and planetary mixers? Choose the Right Mixer for Your Concrete Project
- What is the average lifespan of a concrete mixer? Maximize Your Equipment's Lifespan & ROI



















