At its core, the control system in a concrete mixing station varies based on its level of automation and the degree of centralized management it offers. These differences are dictated by the scale of the operation, from small, temporary project sites to large-scale commercial production facilities.
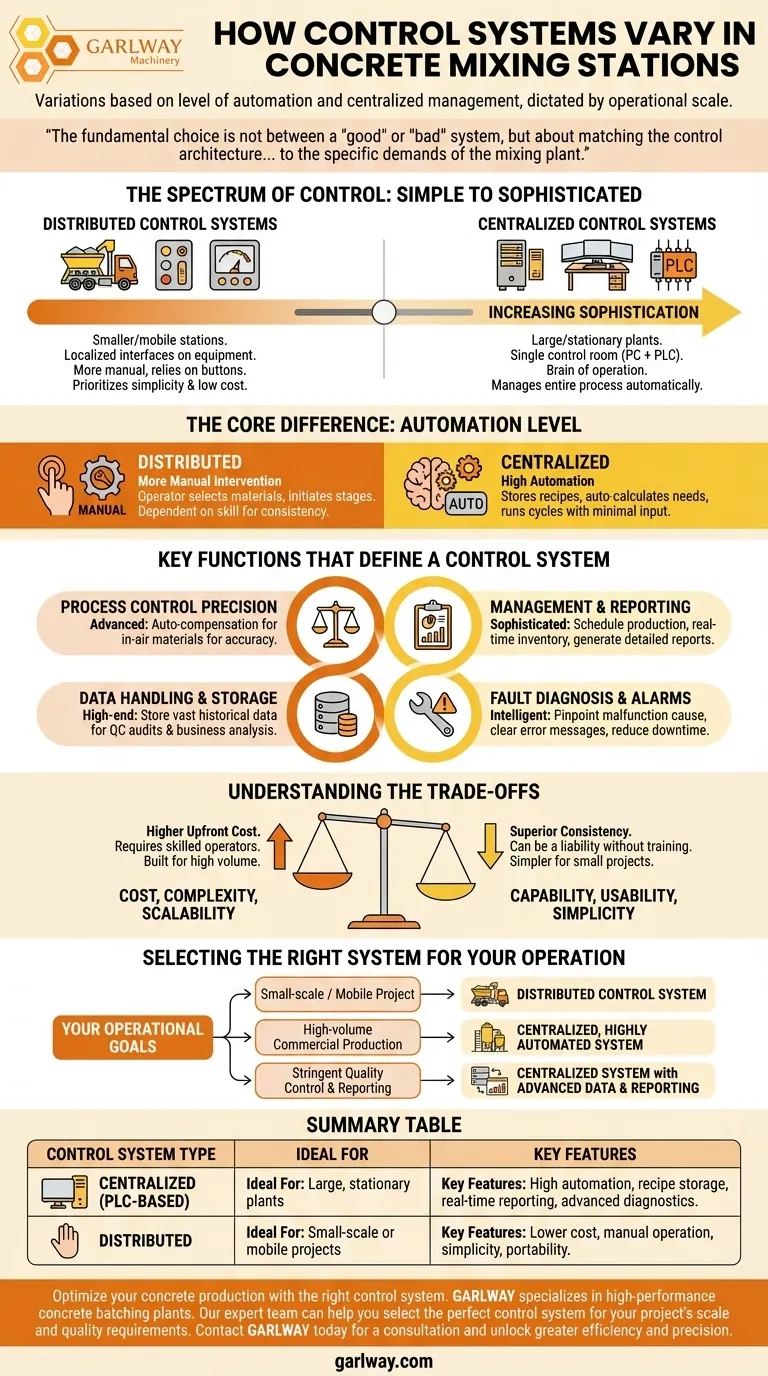
The fundamental choice is not between a "good" or "bad" system, but about matching the control architecture—from simple distributed controls to sophisticated centralized automation—to the specific demands of the mixing plant for efficiency, quality control, and data management.

The Spectrum of Control: From Simple to Sophisticated
The primary distinction between control systems is how they are structured. This structure directly impacts how the plant is operated, monitored, and managed.
Centralized Control Systems
A centralized control system is the standard for large, stationary concrete batching plants. It operates from a single control room, often using a PC paired with a Programmable Logic Controller (PLC).
This setup acts as the brain of the entire operation. It manages every step of the process, from weighing aggregates and cement to controlling the mixing time and discharging the final product.
Distributed Control Systems
Distributed control is typically found in smaller or mobile mixing stations. Instead of one central command point, control functions are handled by simpler, localized interfaces located directly on the equipment.
Operation is more manual, relying on buttons and simple displays. This approach prioritizes simplicity and lower cost over the advanced features of a centralized system.
The Core Difference: Automation Level
The level of automation is the most significant variable. A centralized system is designed for high automation, storing hundreds of mix design recipes, automatically calculating material needs, and running batching cycles with minimal operator input.
A distributed system involves more manual intervention. The operator is responsible for selecting materials and initiating each stage of the process, making it more dependent on operator skill for consistency.
Key Functions That Define a Control System
Beyond the basic structure, control systems differ in the specific functions they offer, which directly impacts operational efficiency and quality assurance.
Process Control Precision
All systems manage the core process of weighing, mixing, and discharging. However, advanced systems offer superior precision through features like automatic compensation for in-air materials, ensuring the final batch accurately matches the recipe.
Management and Reporting
Sophisticated centralized systems provide comprehensive management tools. They can schedule production runs, track material inventory in real-time, and automatically generate detailed reports on production volume, material consumption, and adherence to quality standards.
Data Handling and Storage
A key differentiator is data management. High-end systems can store vast amounts of historical data, including every batch produced, customer information, and specific mix designs. This is crucial for quality control audits and business analysis.
Fault Diagnosis and Alarms
Advanced systems feature intelligent diagnostic capabilities. They can pinpoint the exact cause of a malfunction, display clear error messages, and reduce downtime. Simpler systems may only offer basic warning lights that indicate a general problem.
Understanding the Trade-offs
Choosing a control system involves balancing competing priorities. Understanding these trade-offs is critical for making a sound investment.
Cost vs. Capability
The most significant trade-off is upfront cost versus long-term capability. A fully automated, centralized system is a major capital investment but pays dividends through higher efficiency, reduced labor costs, and superior product consistency.
Complexity vs. Usability
A feature-rich system requires more skilled operators and maintenance personnel. The complexity that enables high performance can also be a liability if the team is not properly trained to manage it.
Scalability vs. Simplicity
Centralized systems are built for high-volume, scalable production. Distributed systems offer the advantage of simplicity for smaller, defined projects but lack the architecture to efficiently manage growth or increased complexity.
Selecting the Right System for Your Operation
Your operational goals should be the primary driver behind the selection of a control system.
- If your primary focus is a small-scale or mobile project: A simple, distributed control system is the most practical choice for its low cost, portability, and ease of use.
- If your primary focus is high-volume commercial production: A centralized, highly automated system is essential for achieving the necessary efficiency, speed, and consistency.
- If your primary focus is stringent quality control and reporting: A centralized system with advanced data management and automatic report generation is non-negotiable for meeting compliance and client requirements.
Ultimately, the right control system is the one that precisely aligns with the scale, complexity, and quality demands of your concrete production goals.
Summary Table:
| Control System Type | Ideal For | Key Features |
|---|---|---|
| Centralized (PLC-Based) | Large, stationary batching plants | High automation, recipe storage, real-time reporting, advanced diagnostics |
| Distributed | Small-scale or mobile projects | Lower cost, manual operation, simplicity, portability |
Optimize your concrete production with the right control system. GARLWAY specializes in providing construction companies and contractors with high-performance concrete batching plants, mixers, and winches. Our expert team can help you select a control system—from simple distributed to fully automated centralized—that perfectly matches your project's scale and quality requirements. Contact GARLWAY today for a consultation and unlock greater efficiency and precision.
Visual Guide
Related Products
- HZS90 Large Multiquip Concrete Mixers for Construction
- HZS75 Concrete Batching Plant Cement Mixer Price Concrete Mixer Bunnings Mixing Plant
- Portable Concrete Mixer Machine Equipment for Mixing Concrete
- Commercial Electric Concrete Mixer Machine HZS 50 Small Batch Plant for Sale
- HZS120 Ready Mix Concrete Batching Plant Commercial Mud Cement Mixer
People Also Ask
- What are the different power sources for concrete mixers? Choose the Right Power for Your Project
- What are the main types of concrete mixers? A Guide to Batch, Continuous & More
- What are the types of concrete mixers used in batching plants? Choose the Right Mixer for Your Project
- What are the power source options for concrete mixers? Choose the Right Power for Your Job Site
- Why is the preparation time critical in the concrete mixing process? Unlock Higher Efficiency & Quality



















